


Sommaire
- Les systèmes de confinement : Sources de sécurité et d’un business amélioré
- Stratégies de mise en place et de gestion de la bioproduction selon les BPF
- Disinfectant Validation : a roadmap for regulatory compliance
- Cahier Pratique : Des outils de résolution de problèmes dans le cadre d’un programme d’amélioration continue de la Qualité
- Collaboration entre Transgene & Pall Life Sciences pour le développement d’un procédé
- De l’importance des intégrations dans LIMS
- Freeze drying with collapse is not necessarily bad for stability and can reduce cost
- Prenez-vous trop de risques ? Adoptez la nouvelle approche qualité « QbD » pour vos cycles de lyophilisation
- Management – «Quelques pensées sur la direction de sites et le leadership, Partage d’expérience et de petits trucs…»
En lyophilisation, le nouveau protocole « Qualité Par Conception » ou QbD (de l’anglais « Quality by Design ») consiste à créer un processus fiable qui détecte à l’avance les points critiques et garantit un produit fini de qualité. La lyophilisation est une technique de conservation couramment utilisée pour les produits pharmaceutiques. Les solvants y sont éliminés par sublimation sous pression réduite, ce qui permet d’éviter les températures élevées utilisées par d’autres méthodes de séchage et qui souvent peuvent endommager le produit.
Il existe trois phases de lyophilisation : la congélation, la dessiccation primaire et la dessiccation secondaire. Chaque phase implique des variations de températures et de pression et dure plus ou moins longtemps (fig.1). Ces variables ont toutes un impact sur l’efficacité du séchage et sur la qualité du produit fini. Un produit bien séché se comportera de façon prévisible pendant son stockage et au moment de sa reconstitution.
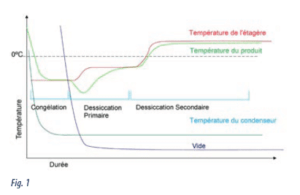
Plus important encore, il pourra être reconstitué sans perte d’activité biologique.
Les bénéfices d’une approche QbD en lyophilisation
En lyophilisation, la « Qualité Par Conception» ou QbD est une approche où dès la conception on crée un processus robuste en déterminant à l’avance les points critiques pour garantir un produit fini de la meilleure qualité possible.
L’importance de la QbD est de garantir la conformité aux normes. Pour homologuer un produit ou valider un cycle de lyophilisation, il faut généralement produire un rapport détaillé aux organismes de contrôle, que ce soit le ministère de la Santé en France, la FDA au Etats-Unis ou le MHRA au Royaume- Uni. Un cycle bien conçu peut aussi avoir des avantages économiques. En effet, les cycles de meilleure qualité sont ceux qui économisent du temps et de l’énergie. Une différence de température de quelques degrés pendant le séchage peut faire perdre ou gagner plusieurs heures sur le temps de production.
La famille QbD en lyophilisation
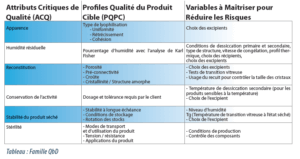
Dans le secteur des produits lyophilisés pharmaceutiques, les Attributs Critiques de Qualité (ACQ) comprennent : l’apparence du produit fini, l’humidité résiduelle dans le produit séché, le comportement du produit au moment de sa reconstitution, la conservation de son activité biologique, la stabilité et la stérilité du produit séché. Chacun de ces attributs ou ACQ, peut s’associer à un Profil Qualité du Produit Cible (PQPC) et se combiner aux variables qui ont une influence sur la qualité du cycle. Le tableau suivant résume les attributs et profils clés (ACQs et PQPC), ainsi que quelques variables que l’on peut maitriser pour limiter le risque d’avoir de mauvais résultats.
Minimisation des risques : choisir les excipients en pensant au séchage
Le choix des excipients et de leurs proportions dans une formulation aura un impact considérable sur les @paramètres du cycle de lyophilisation. Chaque additif protège différemment contre les stress variés infligés au produit pendant le cycle. Le but de la formulation est de trouver l’équilibre qui permettra de produire le meilleur lyophilisat possible. Mais en fait c’est la composition précise de cette formulation qui va définir les paramètres du processus en amont. C’est donc pour cette raison que la formulation et le cycle devraient, autant que possible, être développés en parallèle.
Minimisation des risques : comprendre votre équipement
Pour que votre lyophilisateur soit aussi efficace que possible, suivez au mieux les instructions du fabricant : combien d’espace faut-il laisser entre les étagères, quel est le bon niveau de remplissage pour les vials, quelle quantité de produit faut-il charger dans le lyo ?
On peut déterminer les limitations de l’équipement grâce au test du glaçon. Cette méthode aide à déterminer la capacité de piégeage et le flux évaporatoire de la machine, c’est-à-dire la quantité maximale de vapeur d’eau que le condenseur peut extraire efficacement et la vitesse à laquelle il le fait. Il faut aussi tenir compte des différences de températures suivant les emplacements dans le lyophilisateur. La température peut varier d’une étagère à l’autre ou d’un coté à l’autre des étagères. Une cartographie des étagères permettra de localiser les zones de changements de températures qui risquent d’avoir un impact sur le séchage.
 

Minimiser les risques : identifier les températures critiques
Grâce à certaines méthodes scientifiques on peut déterminer les températures critiques d’une formulation et par conséquent concevoir un cycle de haute qualité. Les technologies clés sont la cryomicroscopie ou microscopie à lyophilisation (aussi appelée FDM en anglais), l’analyse thermique différentielle (ATD) et l’analyse d’impédance.
La microscopie à lyophilisation consiste à examiner le comportement d’un petit échantillon pendant la congélation. Elle permet à un opérateur qualifié de déterminer avec précision la température des événements critiques. On s’en sert notamment pour identifier les températures de fusion eutectique et d’effondrement.
L’analyse thermique différentielle permet de déterminer les évènements endothermiques et exothermiques importants, tels que la cristallisation, la fusion eutectique et la transition vitreuse. L’analyse d’impédance permet de détecter les changements de mobilité moléculaire qui peuvent passer inaperçus avec les techniques thermiques. On pourra ainsi déterminer certains évènements : par exemple la transition vitreuse dans les produits amorphes plus complexes ou les changements qui peuvent se produire dans le produit congelé et qui ne sont pas associés à des phénomènes exothermiques ou endothermiques.
Construire l’aire de conception
L’aire de conception se compose de l’ensemble des variables données et des divers paramètres d’un processus ainsi que de leur interaction multidimensionnelle. En les analysant tous ensemble on a démontré qu’on pouvait garantir la qualité du produit fini. L’étude détaillée des variables du produit et du processus permet de construire une aire de conception qui donnera des résultats fiables, démontrables et faciles à reproduire.
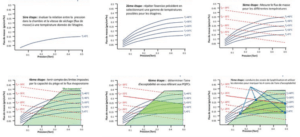
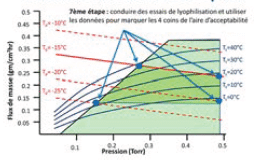
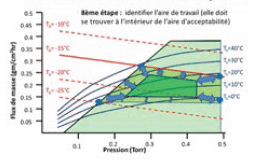
L’ensemble des figures ci-dessous montre comment construire une aire de conception pour la lyophilisation (disponible en version animée).

Elysabeth SHEPPARD – BIOPHARMA TECHNOLOGIES
elysabeth@biopharmatech.fr
Partager l’article
Glossaire
QbD = Quality by Design (Qualité par Conception)
FDA = Food and Drug Administration , « Agence américaine des produits alimentaires et médicamenteux »
MHRA = Medicines and Healthcare products Regulatory Agency , ” Agence de régulation des sciences et des produits pharmaceutiques au Royaume-Uni »
ACQ = Attributs Critiques de Qualité
PQPC = Profil Qualité du Produit Cible
ATD = Analyse Thermique Différentielle
FDM = (de l’anglais Freeze-Drying Microscop) cryomicroscope, microscope à lyophilisation
