


Sommaire
- Developments in Container Closure Integrity Testing of Lyophilised Product
- Development of Platform Processes for the Manufacture of Biopharmaceuticals
- Minimiser les risques de la chaîne de la valeur dans le domaine de la santé
- Propositions de modifications spécifiques de l’Annexe 1
- La qualité et la stérilité du produit fini d’un process B.F.S.
- Création d’un Groupement d’Intérêt Commun A3P B.F.S. ?
- Fully automated Particle Inspection in Blow Fill Seal Containers – A new approach
- Principes du lavage automatique et erreurs courantes
- Four strategies to improve competitiveness in the pharmaceutical and medical device industries
- Management – Quelques pensées sur la direction de sites et le leadership, Partage d’expérience et de petits trucs…
Lately the discussion about particle contamination in injectables became a hot topic within the pharmaceutical industry. It is not new for this industry, and there is a requirement that all pharmaceutical formulations which are administered via an injection are to be 100% inspected for foreign particulate matter. This is driven by the fact that most of these injectables are packed in glass as a primary packaging material, and this material or the connected handling and filling process is prone for creating a certain particle load within the final product. Based on this requirement all pharmaceutical companies have established an inspection process for their respective products. Today more and more products are packed in Blow Fill Seal (BFS) containers and therefore, regardless of the underlying process these also need be inspected. In this article we want to show a new approach doing automated visual inspection in BFS containers directly linked to a risk consideration of the filling process.
Pharmaceutical companies are usually inspecting their products either completely under manual visual inspection (MVI) or semi-automatic (SAVI), which is a MVI aided by an automatic handling machine or fully automatic by the use of an automated visual inspection (AVI) machine. No matter what process has been chosen to ensure the final product quality regarding particle free production tremendous costs are generated, and much worse none of these processes are good enough to guarantee particle free products. The only thing we can state here is that the AVI process is much more consistent compared to MVI but the human inspection is much more sensitive when it comes to differentiation of visible particles from bubbles and related visual effects which a machine quite often rejects mistakenly for particles.
Before we go into details of AVI in BFS containers we should have a look into the risks particles bear for patients and we look into the specific risks the associated filling process.
The first risk identified when it comes to particle contamination is the product stability. This is due to the fact that metals, for instance may act as catalysts and therefore, alter the active ingredients or excipients forming malicious side products. Particles also can act as a seed causing protein aggregation. Both effects are directly causing patient risks. But the patient risk is not limited to chemical impacts there is much more involved. In the human body particles can cause thrombosis and related effects. Particles can lead to anaphylactic shocks and particles can carry bacteria which may lead to general inflammation or infections (Phlebitis). But we should be careful pushing all injectables into the corner of being a potential time bomb when it comes to risk considerations. Many injectable drugs are administered intramuscularly and subcutaneously and having generally minimal impact on patient health. Complications from subcutaneous and intramuscular medications generally arise from the irritating properties of the drug product and are often drug‐specific. Therefore, the risk is on the side of intravenous, intraocular and intrathecal administration. One of the best overview articles related to medical risk of particles in injectable drug products is given in. Therefore, from the authors perspective we should put more inspection effort into these products than generally inspect all injectable products.
Before proceeding to the process risk consideration we should take a detour to the legislative framework where we should look at the US Pharmacopoeia (USP) especially the chapter 790 . Here we see a clear statement that not only 100% inspection is required. The quality control should be established on the base of a quality life cycle approach where the complete production process including raw materials and process steps should be under control which is far beyond simple 100% control of drug product. And additionally it is required to do an Accepted Quality Level testing of the finished product to proof the effectiveness of the chosen quality tests. The USP 790 is also accompanied by the supporting chapter 1790. This chapter provides guidance on the inspection of injections for visible particles. Unfortunately this deals mostly with MVI and only little about SAVI. The methods discussed in this chapter are also applicable to the detection of other visible defects. These include, but are not limited to, container integrity defects such as cracks, misplaced stoppers, or incomplete seals, any of which may compromise the sterility of the product. Additional container defects, as well as other product characteristics such as fill level, are also detected during visual inspection, and nonconforming units should be rejected using the methods described in this chapter.
Coming to the procedural risks we need to look at the process to find the associated particle risk.
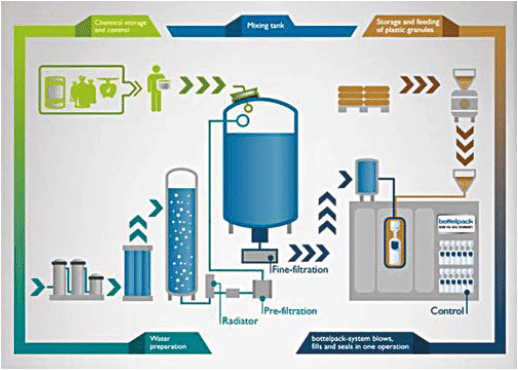 | 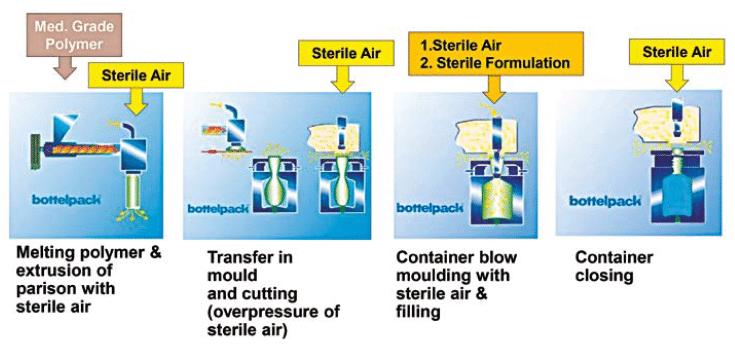 |
In the picture above we can clearly see that from the product side all particle risks introduced by external incoming material are mitigated through the last fine filtration process which should make the product practically particle free. So the residual risk which should be considered arises from the filling process itself. Looking to this automated process as shown particularly in the graph below. We find a few process steps which may create particles, but on a very low level.
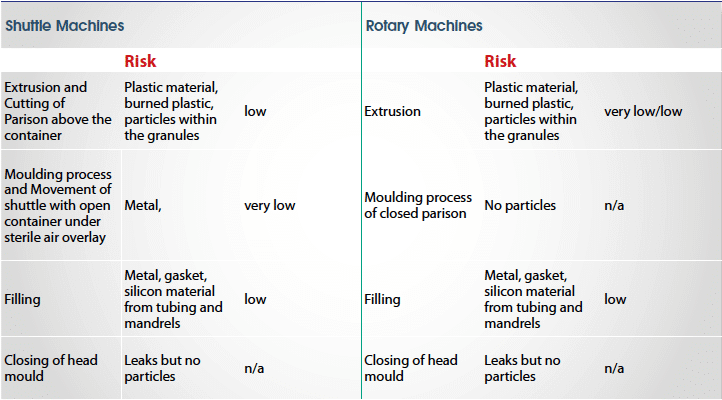
The table below summarizes the associated risk factors more on qualitative way.
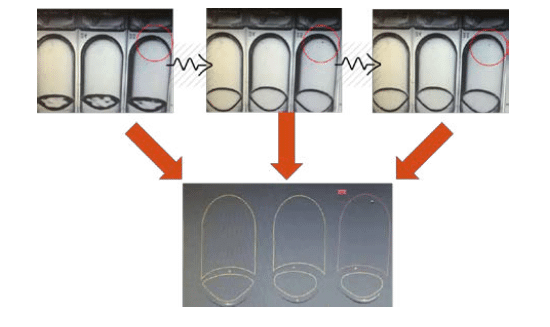
Combining all this information we have to come to the conclusion that even the particulate contamination risk is low a 100% inspection is advisable. But, whenever it came to the question how is a BFS product to be inspected for particles and other defect the answer was, manually, due to the fact that on the specific geometry of BFS containers the classical approach for AVI as used in the glass filling process didn’t work. The containers there are usually prepared in blocks of 4, 5 or more directly bonded containers as shown below.
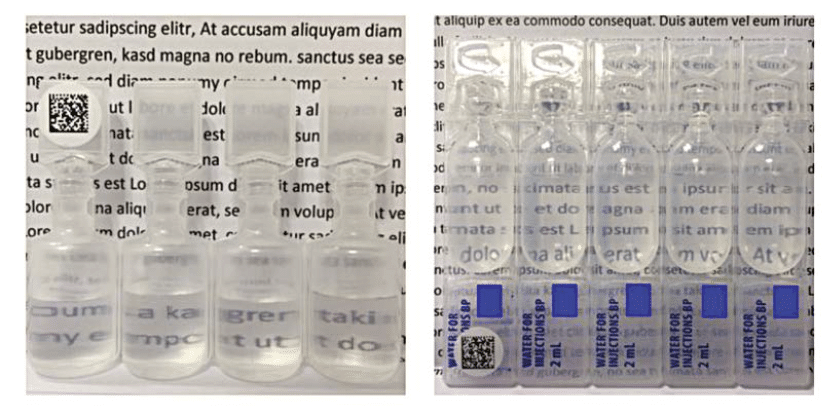
Also the transparency of those blocks are different when comparing to glass containers. In these cards the classical particle inspection approach by high speed rotation and abrupt stoppage is impossible, and therefore a new inspection way needed to be discovered. And, if a new technique needs to be established also the shortcomings of the classical inspection process in relation to sensitive products like proteins or highly foaming liquids should be addressed which usually are disliked by AVI.
The visual detection principal of free moving particles is based on the fact that particles will move when the liquid is rotated. Then the human eye is able to spot it. In automated detection the principal is the same the rotation of the container with liquid makes the particles move and then a series of pictures from the same view angle creates a scenario where the particles in each image are in different locations. Literally subtraction of the pictures highlights exactly these positions. Subsequent high level image analysis tools identifying these signatures as particles are applied.
But, rotation does not work in BFS blocks. We need a new method to stimulate and to detect moving particles to test multi-block designs. It need to address the following aspects.
• It should work also for non cylindrical container shapes.
• The containers need to be motionless during the picture series.
• It should be able to detect floating particles (less density as water) and heavier particles (metal, high density polymers).
The solution is Vibration – a new way to move particles Pictures are taken from above and below container. The containers are hold horizontally to maximize the “movement” area and we can characterize particle types by their movement and position (floating and bottom particles), and additionally we may be able to identify the material based on it’s own movement “fingerprint”.
The detection principle for automated vision inspection for particle is based on particle dislocation and not movement. The advantages are as follows.
• Only 3 images required
• Particle is in standstill during imaging (no blurring)
• Container card is immobile (no artefacts in image subtraction)
• Focal plane on particle not in the centre (bottom wall and liquid surface)
• The new Inspection process comprises two inspection stations which are optimized for the detection of the different materials.
The picture above shows the schematic of this AVI process.
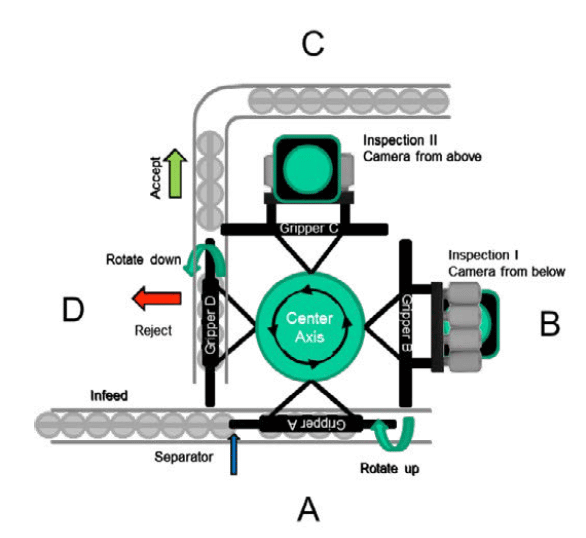
1. From the in feed belt the cards are moved into position A. In this position gripper A safely grabs the vial card and rotates it by 90 degrees into a horizontal position
2. The center axis rotates and moves the card into position B with the first inspection
3. The next stroke brings the card under the second inspection position C
4. In the last cycle position D the card is rotated down and positioned on to the out feed belt. Where the card will be rejected or accepted
The machine design and a closeup of the inspection positions are shown in the following pictures.
The throughput (i.e. production speed) of the system scales almost linearly with the number of parallel cameras. The timing requirement can be calculated as.
System Size Calculation:
• Required 4,000 vial cards/hour = ~67 vial blocks/min.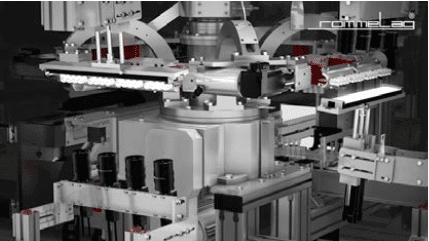
• Single station inspects ~18 blocks/min
• Four stations will process 72 blocks/min (67 required)
The system throughput requires four cameras at each inspection station to reach a throughput of 16000 vials per minute.
The evaluation process in this machine is divided into two parts.
Firstly
A) Free moving particulates
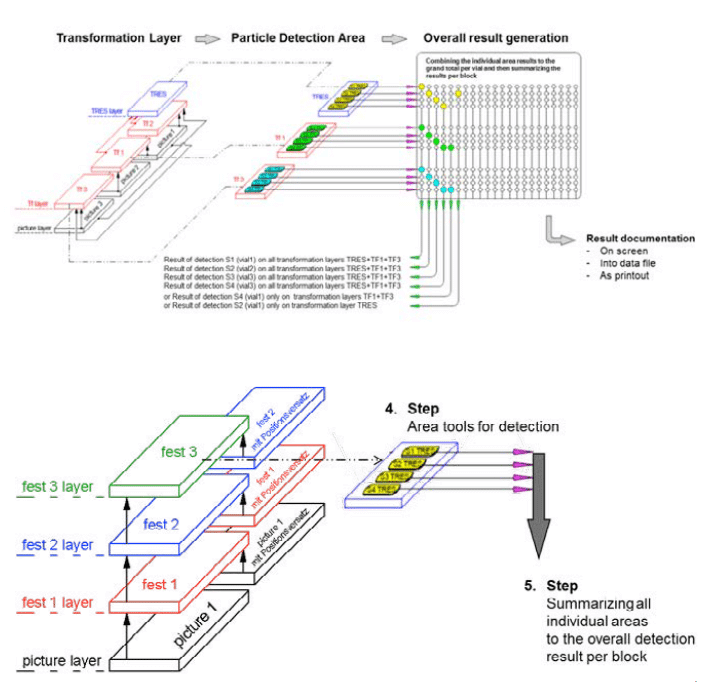
1. Step : Three or more images taken in standstill mode (between vibration pulses)
2. Step : Combining images by transfer filters (mathematical operations, filtering)
3. Step : Combining transfer images to result layer (mathematical operations)
4. Step : Placing inspection areas above container positions
5. Step : Analyse inspection area for particle pattern
6. Step : Combine individual results to a block result and signal to reject control
The graphical representation below illustrates the steps of moving particle detection.
And secondly
B) Static particulates detection
1. Step : Result of one original image combined with positional filter
2. Step : Result of step1 combined with filters (mathematical operations)
3. Step : Result of step2 combined with filters (mathematical operations)
4. Step : Placing inspection areas above container positions
5. Step : Analyse inspection area for particle pattern
6. Step : Combine individual results to a block result and signal to reject control
Again the graphics below shows this process in some details.
As a result when comparing the newly created AVI process against human inspection we find that in in BFS containers the human inspection capabilities are certainly not satisfactory not even compared to human inspection in glass container.
• Related to poorer clarity of the container walls or the cloudiness of the material and to the inner roughness of the wall material (causing bubbles).
• No consistent results related to concentration and to day to day form variation.
• Strongly person related results (qualification, training and experience)
• Detection threshold around 500μm Particle size.
In turn for BFS containers machine vision inspection is superior to human inspection in terms detection quality and false reject rates. It gives better and more consistent results and very low false reject rates can be obtained. The detection threshold is given at 150-200μm for heavier particlesand around 500μm for clear plastic material or higher false reject rates when lowering the threshold and last but not least the new AVI process for BFS container is much more economical compared to human inspection when 100% inspection is required.

Heino PRINZ – KOCHER PLASTIK MASCHINENBAU
heino.prinz@kocher-plastik.de
Partager l’article
Bibliographie
(1) – “Industry Perspective on the Medical Risk of Visible Particles in Injectable Drug Products” PDA J Pharm Sci Technol January/February 2015 69:123-139
(2) – USP 790 VISIBLE PARTICULATES IN INJECTIONS
(3) – USP 1790 VISIBLE INSPECTION OF INJECTIONS
