


Sommaire
- Validation Strategy of Viral Decontamination Methods, a quick overview
- Antibody-Drug conjugate Manufacturing Techniques
- Robust and Convenient Single-use Processing
- Cahier Pratique – Quality by design applied to viral safety of Biologicals: Case studies & workshop discussion summary
- Mass spectrometry as a powerful tool for the characterisation of monoclonal antibodies in the context of comparability studies
- Chromatographie Continue : Solution d’amélioration des performances de procédés et « debottlenecking » des capacités de Bioproduction
- Protein A Affinity Chromatography for Efficient Fab Purification
- Enabling Higher Post Protein A Product Purity Using Novel Chromatographic Clarification Approach
La Bioproduction d’actifs pharmaceutiques nécessite l’emploi de procédés permettant d’assurer leur qualité et leur sécurité ainsi que d’en maîtriser les coûts de fabrication. L’augmentation de la demande et l’apparition des biosimilaires mettent une pression supplémentaire sur ces coûts. L’accroissement de l’échelle de production peut être atteint sans augmentation significative des coûts spécifiques.

En effet, l’ingénierie des lignées cellulaires, l’optimisation de la composition des milieux de culture et le développement de nouvelles méthodes de culture en bioréacteur (i.e. culture à haute densité en continu) ont permis d’augmenter la productivité spécifique.
En revanche, la mise à l’échelle des procédés de purification continue à s’accompagner d’une augmentation au moins linéaire des coûts. Le développement de solutions technologiques pour la purification des bio-molécules reste donc un enjeu fondamental pour la croissance du marché biopharmaceutique.
Enjeux liés à la séparation des actifs biopharmaceutiques : Focus sur la chromatographie
Lors de la fabrication d’un actif biopharmaceutique, le procédé de séparation est fondamental car sa mise en oeuvre permet d’atteindre les spécifications attendues pour en assurer sa qualité et son activité.
La chromatographie en est une étape clé. Elle permet de séparer la molécule d’intérêt au sein d’un mélange du fait de différences de comportement de ces molécules présentes dans une phase mobile (i.e. une phase liquide dans les procédés de bio-séparation) vis-à-vis d’une phase stationnaire (i.e. une résine packée dans une colonne). Afin de purifier cette molécule d’intérêt, un cycle de chromatographie se décompose en plusieurs étapes. Par exemple, dans le cas de la purification des anticorps monoclonaux (mAb), leur capture est réalisée par affinité sur une résine composée de protéine A et un cycle est décomposé en 5 étapes : chargement de l’échantillon, lavage de la colonne pour retirer les espèces non retenues, élution de la molécule d’intérêt, régénération et équilibration. Le dimensionnement du procédé résulte de la capacité (kgmolécule / kgphase) et de la sélectivité de phase stationnaire, du nombre d’étapes à opérer au sein d’un cycle ainsi que de sa durée. La limitation principale réside dans le fait que la capacité varie inversement à la vitesse. La mise à l’échelle du procédé est classiquement réalisée en augmentant le volume des résines tout en multipliant le nombre de cycles (mode “batch”). Ainsi, les coûts augmentent au moins proportionnellement en y associant l’augmentation des volumes de tampons et de la taille des équipements (taille des colonnes et des équipements de pompage).
La chromatographie continue : un recul de 50 ans dans l’industrie
Pour répondre à cette problématique économique, des procédés de chromatographie en continu ont été implémentés à l’échelle industrielle pour remplacer la chromatographie en mode “batch”. La chromatographie continue est ainsi apparue dans l’industrie pétrolière dans les années 60 sous la forme du procédé de chromatographie à lit mobile simulé (SMB). L’enjeu était alors de produire à l’échelle industrielle, le p-xylène de haute pureté en le séparant de ses isomères. Dans les années 70, l’industrie agro-alimentaire appliqua cette approche à la séparation des molasses de cannes à sucre et de betteraves en développant le SSMB (Sequential Simulated Moving Bed), procédé moins rigide et plus performant que le procédé SMB. Les années 90 marquent l’arrivée de la technologie dans l’Industrie Pharmaceutique pour répondre à l’augmentation du nombre de molécules chirales. Ainsi, des procédés de chromatographie continue haute-performance multi-colonnes en boucles fermées sont employés pour la production de lots commerciaux de molécules chirales telles que le Keppra (UCB) ou le Zoloft (Pfizer).
Application de la chromatographie continue à l’industrie biopharmaceutique : exemple de la Technologie SMCC
Pour répondre aux enjeux économiques liés à la croissance du marché des biomolécules, les mAbs en particulier, l’application de chromatographie continue semble incontournable.
La chromatographie séquentielle multi-colonnes ou SMCC représente, par exemple, une alternative aux procédés traditionnels de capture en “batch”, comme dans le cas de la capture d’un mAb sur une résine protéine A. Le SMCC est un procédé de chromatographie continue en boucle ouverte permettant la séparation de différents composés grâce à l’emploi de différentes colonnes (2 à 6 généralement).
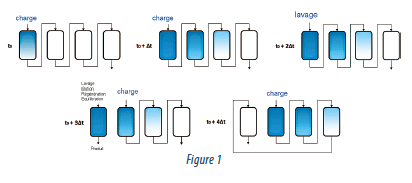
Son principe de fonctionnement est le suivant (Figure 1):
• La charge (par exemple, le milieu de culture contenant l’anticorps) est injectée dans une 1ère colonne, les colonnes étant connectées entre elles. Lorsque la capacité maximale de la 1ère colonne est presque atteinte, la capture se poursuit sur les colonnes suivantes. Une fois la capacité maximale atteinte, une étape de lavage est introduite afin de récupérer tout le produit provenant du volume interstitiel sur la colonne suivante.
• La 1ère colonne est alors déconnectée et le cycle se continue pendant que le chargement se poursuit à partir de la colonne suivante.
• A la fin du cycle, la 1ère colonne est reconnectée et le procédé se répète en partant de la 2ème colonne.
• Ces séquences sont répétées pour atteindre un régime permanent au cours duquel l’injection de la charge est réalisée en continue.
Cette technique permet de maximiser l’utilisation de la capacité de la résine sans perte de produit d’intérêt et d’opérer. En permettant d’accéder à la capacité totale (ou capacité statique non liée à la vitesse), cette technologie permet d’opérer à débits plus élevés qu’en chromatographie “batch”.
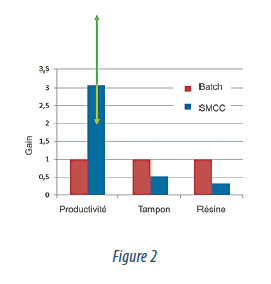
A l’échelle industrielle, le SMCC permet, à travers l’augmentation de la capacité de réduire les volumes de résines et de tampons et ainsi de limiter la taille des équipements : des gains d’un facteur 2 à 4 peuvent être ainsi observés (Figure 2). Avec l’augmentation des débits rendue possible, la productivité (kgproduit / kgphase / 24h) est aussi considérablement améliorée.
Conclusion
Pour l’industrie biopharmaceutique, l’intégration des techniques de chromatographie continue, telle que SMCC, est essentielle pour que les procédés de séparation atteignent les coûts de revient attendus. Par ailleurs, de l’augmentation de la performance qui en résulte, l’utilisation des capacités en est optimisée, les rendant plus flexibles par rapport à un marché qui évolue.

