
Sommaire
- Les enjeux industriels de la généralisation de l’adoption des systèmes à usage unique (SUS : Single-Use Systems).
- Current state & trends for Single-Use technologies implementation in the Biopharmaceutical Industry.
- Continuous Processing. Performance Enhancements for Perfusion Applications in 50L to 500L Single-Use Bioreactors: A Technical Comparison of Performance Characterization, Cell Culture & Scale-Up Modeling.
- Implementation of Single-Use in Drug Substance filling before transportation: Product Development case study.
- Technologies de connexion à usage unique : situation actuelle et tendances.
- Extractables and Leachables from SUS - aspects beyond Extractables Measurement & standardization.
- Evaluation toxicologique des extractibles et relargables liés à l'utilisation des Systèmes à Usage Unique (SUS).
Extraction techniques for SUS and methods for extractables analysis were intensively discussed over the last years. Today, several proposals for “standardized” methods are available and are used to conduct extractables studies in the bio-pharmaceutical industry. Therefore it is worth (re-)considering the proper use of extractables data, with the aim to obtain meaningful extractables data for SUS of different sizes or combinations and properly assess the risk related to leachables for entire processes.

These two aspects can hardly be solved by means of analytics alone and this paper introduces methods and models to overcome these challenges.
1.Introduction
Extractables and Leachables (E&L) studies are conducted to evaluate a potential risk to patient safety or product quality that may result from compounds released from contact materials(1). Extractables study shall elucidate and semi-quantitate any potentially releasable compound associated with the contact materials, while the aim of a leachables study is to quantify contact material related drug impurities(2-3). Extractables results are valuable if they allow an – at least semi-quantitative – prediction of potential leachables to realize a tox.-assessment and to plan the leachables study (or to have good reasons to avoid it).
In the last few years, the extractables discussion was mainly focused on the development of appropriate extraction techniques and methods for analysis of extractables from Single-Use systems (SUS). Today, various proposals for standardized methods are under discussion and some of them are used in extractables studies(4–9). Although some of these protocols claim to be “standardized”, they are not aligned in extraction-solvents, time points etc. and consequently the undesired divergence with different methods still exists(10). And even more critical, the proposed methods were neither optimized nor validated and their capability was never checked in round robin tests, which is a prerequisite for any method to become a real industry “standard”. One can speculate, that these discrepancies will disappear with USP <665> coming into force. As an US pharmacopeia chapter with a number lower <1000>, it will be mandatory and perse validated. Therefore, USP <665> will most probably become the standard for extractables testing of SUS. However, even considering results of different protocols for individual SUS to be suitable for assessments and the data from different sources as equivalent, two major questions persist that can hardly be solved by means of analytics and/or standardization alone:
- How to obtain extractables data for SU devices of different sizes and for SUS combinations?
- How to use extractables data in risk assessments and how to extrapolate these data to reasonably predict leachables?
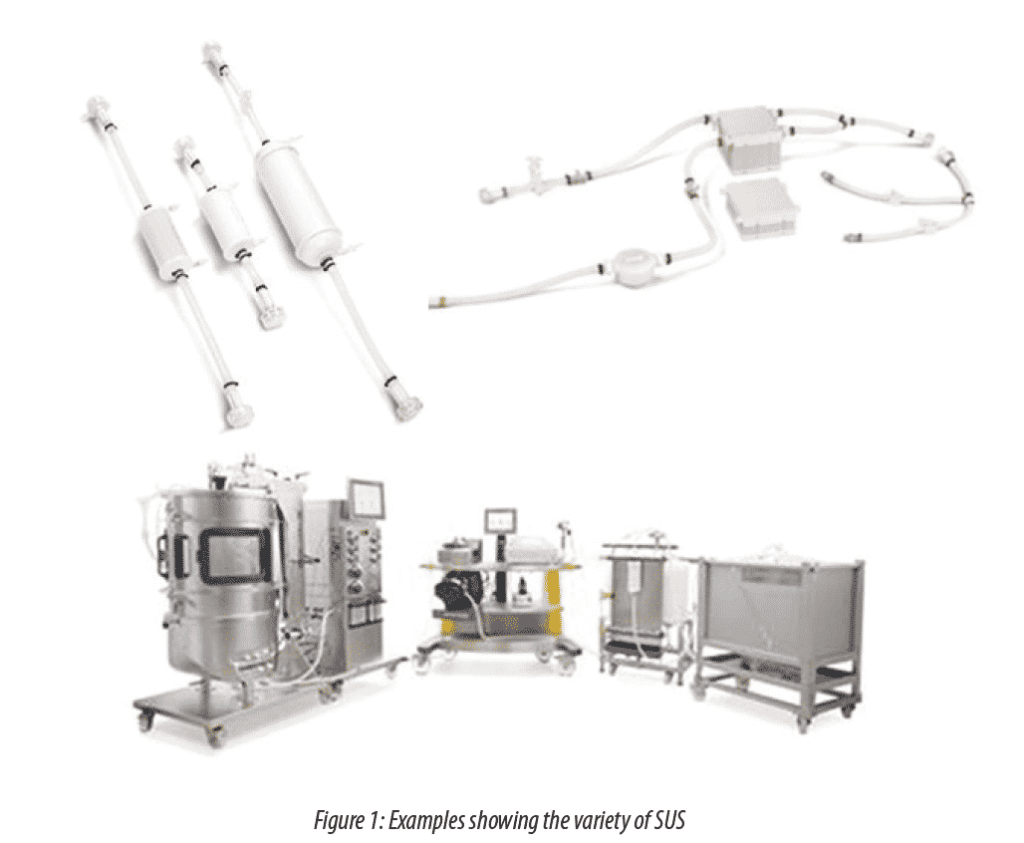
The first aspect is critical, because SUS are required by and are provided to the biopharmaceutical industry not only as single device, but often as an assembly, which is ideally ready to use, compatible with the process and process equipment, sterilized and sometimes even pre-conditioned. Therefore suppliers have in their portfolio thousands of components and combinations. Assemblies can be very simple (e.g. a filter with some tubes and sterile connectors) but also very complex (e.g. several filters, tubes, bag-materials, ports, connectors, stirring) and mixing devices and other functional parts (e.g. snsors). Fig. 1 gives three examples to illustrate the wide variability of SUS in size and construction.
Considering that extractables studies will be conducted for typical SU device families’, then the problem of how to scale combine extractables results in an appropriate way for complex SUS still persists.
So far no algorithm developed for extractables-data scaling can be found in the scientific literature, neither for devices made from identical materials nor for the combination of extractables–data for devices made from different materials or assemblies. In risk assessment exercises, a simple cumulative approach of extractables data scaled by surface multiplication are often discussed and presented. In this context a recent publication(11) has to be considered, where it is shown that the validity of this “intuitive” approach to scale extractables data just by surface area is questionable and can violate both, basic physics and the “worst case” approach.
The second aspect has to be considered when using combinations of SU devices in a real process. Today process related leachables are solely regarded as compounds released from polymeric materials into the process liquid; the common understanding and perception is that SUS are sources of leachables. Typical extrapolations from SUS extractables data to downstream leachables apply simple, conservative and cumulative models to “predict” leachables throughout a process; resulting in the expectation that there should be a high load of leachables in products.
However, data from real process validation studies often contradict these “worst-case” predictions and show that leachables do not contribute significantly to final drug impurities. A published example of a model process demonstrates impressively how leachables are removed along a process chain(12). Knowing that any downstream process is designed to purify and enrich a target molecule or protein in a very efficient way, it becomes fair to assume that there are effective process related sinks for undesired compounds and impurities, including potential leachables. This consideration should be taken into account in risk assessments even if no models are currently available to extrapolate leachables throughout dedicated process steps or an entire downstream process.
In the following part, we introduce methods to overcome these – so far – unsolved problems. The proposed methods are based on basic physical-chemical principles rather than “intuitive” worst-case assumptions and can be easily used to scale extractables. We also show how scaling and combination of extractables based on physical-chemical principles can be used for the prediction of potential process related leachables.
2. Methodology
In terms of physics, extractables or leachables are compounds present in a solid (polymer) phase migrating into a contacting liquid phase trough the interface. The driving force for the phase transfer is the dis-equilibrium of the extractables or leachables concentration in the contacting phases. The migration-rate determining step is the diffusion inside the polymer to the interface. Accordingly, sources of leachables can be described based on Ficks second law of diffusion and mass transfer (“flux”) through the polymer-liquid interface(13–15). Mathematical solutions for this diffusion controlled mass transfer model can be found in Crank(16).
The utilization of this physical-chemical model has direct consequences on the assessment of extractables data: a diffusion controlled migration is dependent on the exposed surface area(13,16) and therefore a surface-related scaling of extractables data obtained from short-time incubation is possible. On the other way, for longer extraction times, when the system is running into equilibrium, the extractables concentration became dependent on the partition coefficient (Kp/l) of the compound and the volume of plastic and liquid phase. Then, contact surface has no influence on the final concertation in both phases and cannot be used in scaling exercises(11). A suitable equation describing the extractables concentration (Cl) at equilibrium as function of polymer- and extraction-volume (Vp and Vl) and the partition coefficient(Kp/l) can be found in the literature(13).
The equilibrium concentration is the maximum concentration which can be reached in a given system and therefore that fulfills perfectly the “worst case” principle, which is required in risk assessment exercises. Additionally considering that extraction experiments can be modeled based on two physical – chemical mechanisms – diffusion and partitioning – opens the possibility to calculate from actually observed extractables data to a wide variety of extraction – and also process-conditions. The required physical – chemical parameters (diffusion and partition coefficients) can be obtained from literature or are accessible by estimation methods(13-17-18).
Besides the release of leachables from a material into a process-stream, it is conceivable that adsorption, phase separation and purification processes can reduce the levels of leachables and can act as sinks for leachables(19). In particular those process-steps which remove adsorbents or split fractions from the process stream can be regarded as final sinks for leachables. We could recently show that removing host cells and cell debris in a harvest step by centrifugation and/or filtration removes also leachables quite efficiently (publication in preparation). Previously we demonstrated that filtration membranes used in sterile filtration devices and membrane adsorbers, which are used in polishing-steps can be effective scavengers for leachables(19-20). Typical substance specific scavenger capacities were determined to be in the range of some µg/cm2 of nominal membrane surface(20) or µg/cm3 of membrane-adsorbent bed volume(19). Another investigation demonstrates the removal of leachables with UF/DF, showing that leachables follow the classical UF/DF mechanism and are removed with the permeate(21). In addition, further process steps are conceivable as sinks of leachables.
Leachables can be removed with the rinsing solution(22). Also chromatographic separations can be considered as effective and final sinks for leachables for all those compounds, which are not eluting in the target protein fraction.
Case-Study 1: Scaling of extractables data depending on process case
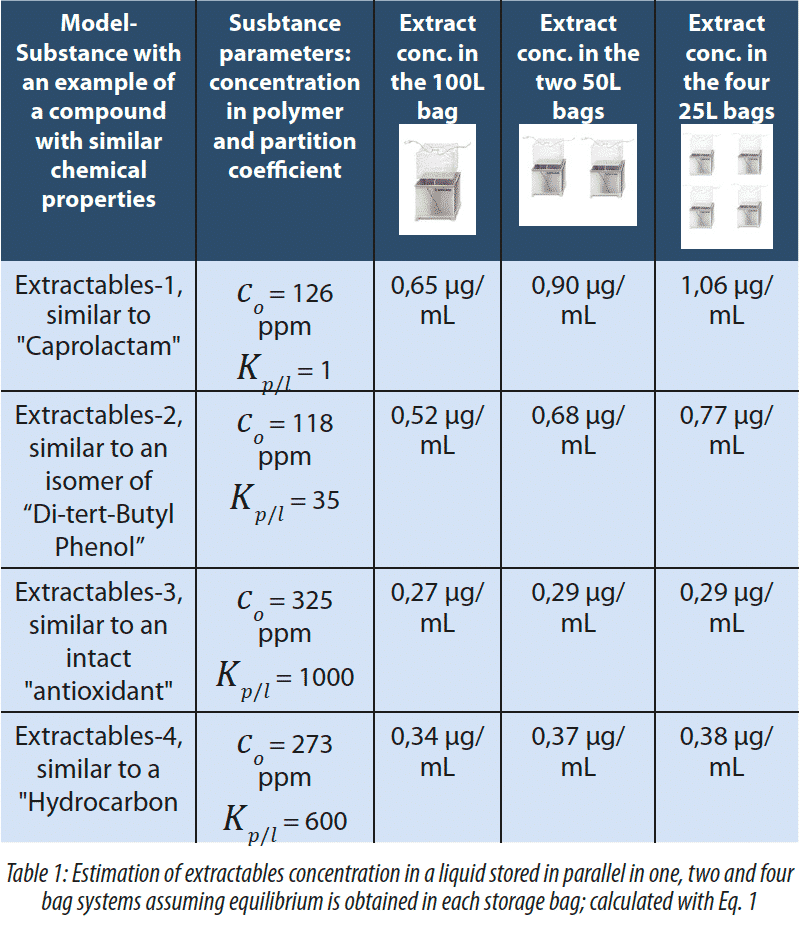
An illustrative example for the application of equilibrium calculation versus an intuitive surface related approach for the scaling of extractables data to qualify a bag device is given below. Three options have been evaluated for the storage of 100L product formulation: 1 bag filled at 100L, 2 bags filled at 50L or 4 bags filled at 25L. The bag are made from the identical material but in different sizes. The expected concentration of leachables in the 50L bags and the 25L bags are compared with the concentration in the 100L bag. Again a simple cumulative “worst case” assessment would just up-scale the extractables data with the surface area of the bags, which will result in extractables concentrations for each compound in the three storage scenario significantly above the concentration in the 100L bag. As shown in Tab. 1 the extractables concentration calculated with the equilibrium model (Eq. 1) of the four compounds behave differently: while for extractables-1, (the “good soluble” compound with a partition coefficient of 1) the concentration is indeed significantly rising with the number of bags, for all other compounds (with higher partition coefficients) the concentrations show only slight or almost no differences in the three storage scenario.
In the context of these calculations it should be highlighted that input data can be obtained heuristically from any extractables data, as long as there were measurable values available and they are from conditions at or close to equilibrium. Under these conditions one can determine the pristine amount mtot and concentration co of extractables after converting Eq.1 accordingly and using actual partition coefficients.
Case-Study 2: Modelling of leachables throughout a process with a dynamic box model
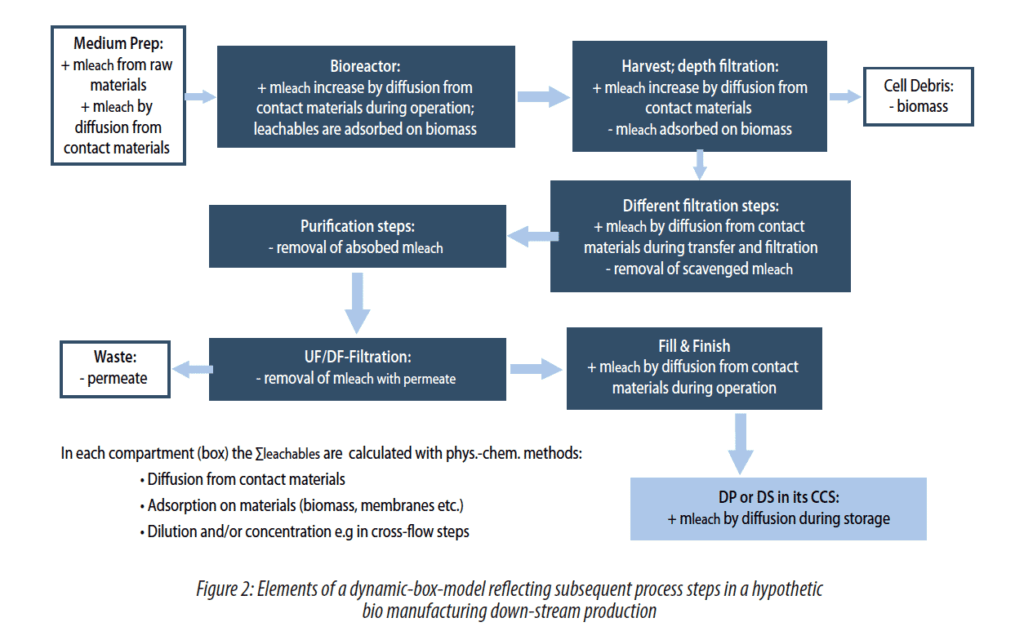
Considering that the sources of leachables, their distribution and their sinks can be calculated, it is only consequent to combine them to calculate the “Fate-of-Leachables” in process steps, combinations thereof and finally in an entire downstream manufacturing(19). Fig. 2 shows a dynamic-box-model constructed to calculate the leachables load along a hypothetic process.
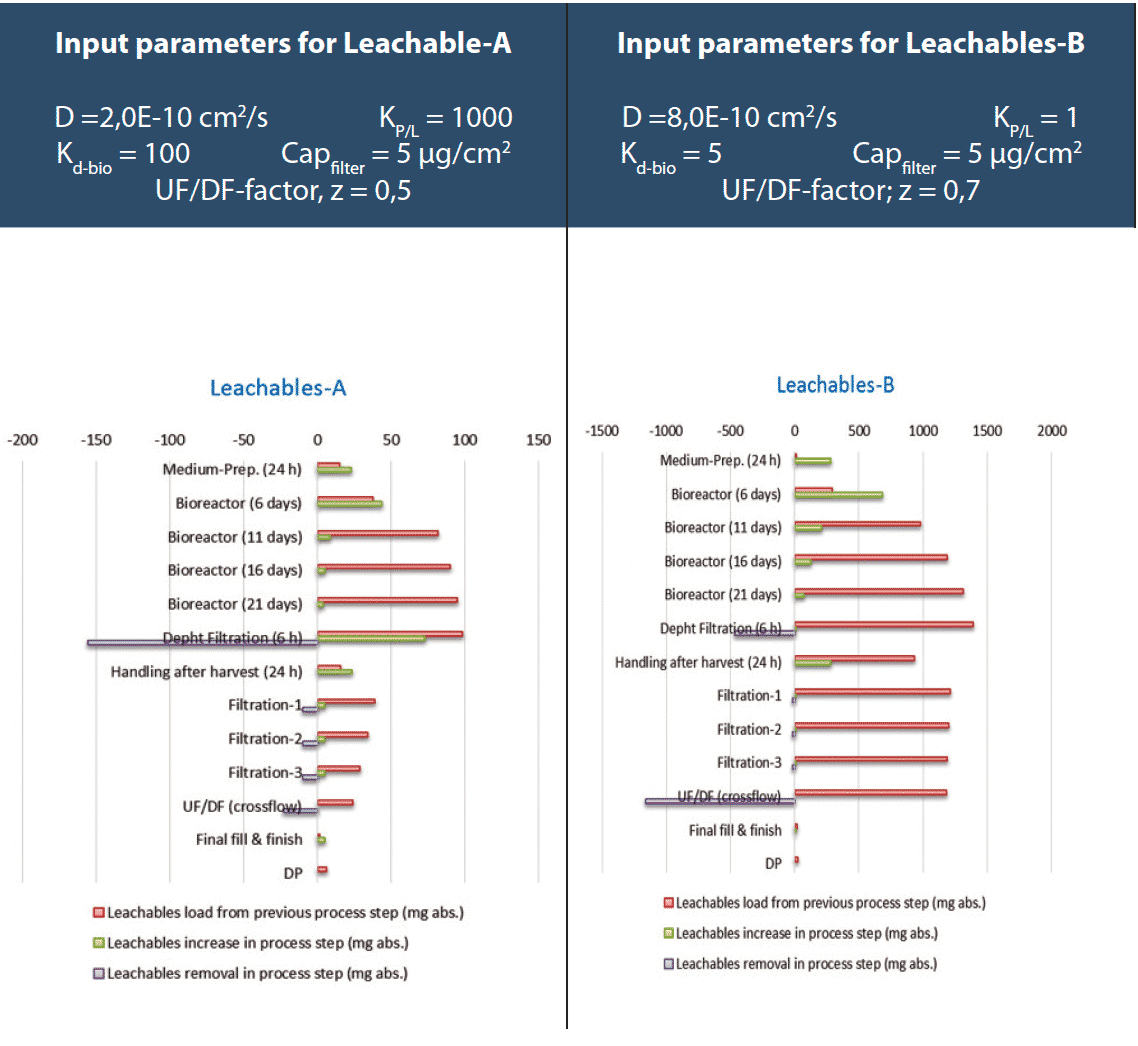
The model considers process steps and/or SU devices as compartments, which are combined to simulate the entire process. In each compartment sources, distribution and sinks of leachables were calculated based on the underlying physical-chemical mechanism(19). Strict mass balance conditions are applied and the exchange between compartments or discharge are modelled with the flow of the liquid phases(19). Input data for the process-compartments are volume of liquid phase, mass of polymer phases, thickness and surface area of polymers, pristine amount mtot of leachables in the polymers, biomass in bio-reactor, mass and/or surfaces of adsorbents and number of dia-volumes in the UF/DF steps. The input data required for the leachables are diffusion constants (D) in the polymer, partition coefficient between polymer and liquid phase (Kp/l), partition coefficient between biomass and liquid phase (Kd−bio), specific capacity of filters and purification devices (Capfilter) and the UF/DF-factor (z).
Tab. 2 shows the results of a model calculation with the box-model given in Fig. 2 for two hypothetic compounds A and B. The phys.-chem. parameters for leachables-A (given in Tab. 1) can be described as typical for an additive degradation product similar to e.g. a Di-tert-butyl-phenol-isomer and for leachables-B similar to Caprolactam. For both compounds we assumed they were already present in the raw material and there was a migration out of the contact material during medium preparation (mixing and storage for 24h). Both leachables-A and –B, are accumulating in the medium in the bioreactor over 21days (red bar), while the amount of A and B migrating out of the polymer-phase of the bioreactor is decreasing during that time (green bars) approaching equilibrium conditions. As leachables-A shows a tendency to be adsorbed by the biomass, it is removed from the process by separating the cell debris (blue bar). This effect is much weaker for leachables-B, as it is good water soluble with a lower tendency to be adsorbed by the biomass. During subsequent handling and storage of the process fluid over 24h the amount of both leachables in the process fluid is rising. The filtration processes can remove a certain amount of both compound scavenged by the filtration membranes. The following UF/DF step with crossflow filtration can remove leachables-B quite efficiently and better than leachables-A. Compound A due to the lower z-value has a higher tendency to remain in the retentate, whereas Leachables-B with a z-value of 0,7 is more efficiently removed from the process with the permeate.
For both leachables-A and –B although present in the raw material and migrating constantly out of the contact materials during processing, the combination of different downstream processing steps reduced the leachables load significantly to very low levels in the final product. In summary, the intended purpose of a downstream process, which is “purification”, can remove potentially present leachables as effective as any other undesired process impurity. In addition the calculation demonstrates that the “proximity” to patient concept which is commonly used in risk-assessments is reasonable and can be supported by our model calculations.
Conclusion
Interpreting extractables based on physical-chemical mechanism allows to establish methods for the scaling of extractables data and the calculation of extractables and leachables data for device combinations, even such in complete processes.
Although the presented holistic approach to predict leachables within a generic up- and down-stream process is based on a simple mathematical model calculation, it leads to results which reflect the empirical findings much better than any cumulative worst case assessments. From the model calculation it is evident, that although there are several sources of leachables, the sinks of leachables play a significant role in a biopharmaceutical process and cannot be excluded in reasonable leachables (risk) assessments.
“We would like to acknowledge the valuable contribution and discussion with our colleagues directly or indirectly involved in this work, namely: Dr. Roberto Menzel, Dr. Ina Pahl, Dr. Samuel Dorey and Dr. Thomas Loewe”
Partager l’article


Katell MIGNOT – SARTORIUS
katell.mignot@sartorius.com

Armin HAUK Dr.
References
(1) Li, K. et al. Smithers Rapra E&L USA 2018 – Creating a Holistic Extractables and Leachables (E&L) Program for Biotechnology Products. PDA J. Pharm. Sci. Technol. 69, 590–619 (2015).
(2) Ball, D. J., Norwood, D. L., Stults, C. L. M. & Nagao, L. M. Leachables and Extractables Handbook: Safety Evaluation, Qualification, and Best Practices Applied to Inhalation Drug Products. (Wiley, 2012).
(3) Jenke, D. Compatibility of Pharmaceutical Products and Contact Materials: Safety Considerations Associated with Extractables and Leachables. (John Wiley & Sons, Inc., 2009).
(4) Colton, R. H. Recommendations for Extractables and Leachables Testing – Part 1: Introduction, Regulatory Issues, and Risk Assessment. Bioprocess Int. 5, 36–49 (2007).
(5) Colton, R. H. Recommendations for Extractables and Leachables Testing – Part 2: Executing a Program. Bioprocess Int. 5, 44–53 (2008).
(6) Norwood, D. L., Nagao, L. M. & Stults, C. L. M. Perspectives on the PQRI Extractables and Leachables ‘Safety Thresholds and Best Practices’ Recommendations for Inhalation Drug Products. PDA J. Pharm. Sci. Technol. 67, 413–429 (2013).
(7) Paskiet, D. et al. The Product Quality Research Institute (PQRI) Leachables and Extractables Working Group Initiatives for Parenteral and Ophthalmic Drug Product (PODP). PDA J. Pharm. Sci. Technol. 67, 430–447 (2013).
(8) Ding, W., Madsen, G., Mahajan, E., O’Connor, S. & Wong, K. Standardized Extractables Testing Protocol for Single-Use Systems in Biomanufacturing. Pharm. Eng. 34, 1–11 (2014).
(9) United State Pharmacopoeia DRAFT <665> Polymeric Components and Systems Used in in the Manufacturing of Pharmaceutical and Biopharmaceutical Drug Products. (2017).
(10) DePalma, A. Extractables and Leachables : Standardizing Approaches to Manage the Risk. (BioProcess International, 2017).
(11) Jenke, D. R., Rabinow, B. E., Jenke, D. R. & Rabinow, B. E. Proper Accounting for Surface Area to Solution Volume Ratios in Exaggerated Extractions Proper Accounting for Surface Area to Solution Volume Ratios in Exaggerated Extractions. (2017). doi:10.5731/pdajpst.2016.007195
(12) Shea, J. BPOG Model Solvent Comparison for Extractables Testing for Single-Use Systems Drug Process Manufacturing. (2016). Available at: https://www.merckmillipore.com/DE/de/20141201_203345Pname=118&ReferrerURL=https%3A%2F%2Fwww.emdmillipore.com%2FCA%2Fen%2F20141201_203345%3FPname%3D118. (Accessed: 29th October 2017)
(13) Piringer, O. G. & Barner, A. L. Plastic Packaging: Interactions with Food and Pharmaceuticals. (Wiley‐VCH, 2008).
(14) Poças, M. F., Oliveira, J. C., Oliveira, F. A. R. & Hogg, T. A Critical Survey of Predictive Mathematical Models for Migration from Packaging. Crit. Rev. Food Sci. Nutr. 48, 913–928 (2008).
(15) Vitrac, O., Mougharbel, A. & Feigenbaum, A. Interfacial mass transport properties which control the migration of packaging constituents into foodstuffs. (2007).
(16) Crank, J. The mathematics of diffusion. (Oxford University Press, 1979).
(17) European Commission – Joint Research Center Technical Reports: Practical guidelines on the application of migration modelling for the estimation of specific migration. (European Union 2015, 2015).
(18) Ozaki, A., Gruner, A., Störmer, A. & Brandsch, R. Correlation between Partition Coefficients Polymer/Food Simulant, KP,F, and Octanol/Water, Log POW-a New Approach in support of Migration Modeling and Compliance Testing. Dtsch. Leb. 106, 203–208 (2010).
(19) Hauk, A., Pahl, I., Menzel, R., Dorey, S. & Uettwiller, I. On the “Fate of Leachables” in biopharmaceutical up-stream and down-stream processes. in Single-use Technologies II: Bridging Polymer Science to Biotechnology Applications (2017).
(20) Hauk, A., Jurkiewicz, E., Pahl, I., Loewe, T. & Menzel, R. Filtration membranes – Scavengers for leachables? Eur. J. Pharm. Sci. 120, 191–198 (2018).
(21) Magarian, N., Lee, K., Nagpal, K., Skidmore, K. & Mahajan, E. Clearance of extractables and leachables from single-use technologies via ultrafiltration/diafiltration operations. Biotechnol. Prog. 32, 718–724 (2016).
(22) Jahn, M. & Stebler, S. The Fate of Leachables during Biotechnology Drug Substance Downstream Processing. (Smithers Rapra – Extractables and Leachables Europe, 2016).
