


Juin 2024
La Vague n°82
Délocalisation des unités de production / Analyse de risques
Sommaire
- Analyse de risque transport produit
- Risk Management for Avoidance of Drug Shortages
- Major outcomes of the common A3P/ECA/PHSS/AFI/BPOG Survey on current industry practices for the inclusion of Local Isolates in the GPT & on-going discussions on the relevance of that expectation
- How to design a digital transformation architecture at Life Sciences organizations
- Antibiotic powders Maximum safety & efficiency during filling
- GMP 2022 et la vapeur du procédé de stérilisation. Bien comprendre comment épargner temps et argent
- Optimisation de l'évaluation du risque chimique dans l'industrie pharmaceutique. Le rôle des outils de modélisation de l'exposition aux agents chimiques dangereux
Les GMP 2022 & la VAPEUR du procédé de stérilisation.
Bien comprendre comment épargner temps & argent.
Conformément aux textes définissant les règles gouvernant la Fabrication des Produits médicinaux dans l’Union Européenne, volume 4 EU, le 22 aout 2022 a été publiée une révision internationale de l’Annexe 1 (LD1) des Bonnes Pratiques de Fabrication avec une traduction publiée officiellement le 20 juin 2024 par l’ANSM. Cette Annexe 1 précise quelques exigences pour un procédé valide de stérilisation en chaleur humide à la vapeur saturée :

A l’article 6.2 : La vapeur pour stériliser est un gaz à risque élevé
A l’article 6.17 : Les paramètres à vérifier doivent inclure, sauf justification, la teneur en Gaz Non Condensables (GNC), le titre (ndla : ou fraction sèche ou taux de siccité) et la surchauffe.
“Gaz à risque élevé” peut se décoder comme gaz nécessitant une qualification de tous les paramètres caractérisant son efficacité au regard de la stérilisation, c’est-à-dire principalement ses potentiels humidifiant et thermique mais aussi sa pureté et la stabilité de sa qualité.
Pression, température, corrélation des deux, recherche dans le condensat des contaminants (conductivité, COT) et bio-contaminants (microorganismes*, endotoxines), susceptibles de polluer les surfaces en contact direct, relèvent de la maitrise courante.
NB. *le dénombrement microbien tant qualitatif que quantitatif n’est plus exigé. Si certes une vapeur d’alimentation de stérilisateur à 140°C peut être tenue pour stérile, ce n’est pas un principe général : la vapeur n’est pas systématiquement stérile ; le cas d’une vapeur dynamique à 121°C circulant dans un réseau ou une machine lors d’une stérilisation en place (SEP/SIP) le démontre puisque celle-ci doit être soumis au moins 10 à 12 min à cette température avant de prétendre à la stérilité.
Le réseau de distribution, lui, devrait assurer sans altération jusqu’au point d’utilisation, la qualité de la vapeur produite lors de la génération. A ce titre, le transfert de ce fluide biphasique à la fois gazeux et/ou liquide mérite de souligner quelques attributs qualifiants avant d’aborder les paramètres critiques pour la stérilisation. On devrait surveiller particulièrement :
– Le dimensionnement des tuyauteries inox (AISI 316 – Ra ≤ 0,8 μm) selon les débits et consommations,
– La vidangeabilité*, supportages à déplacements libres et lyres permettant la dilatation,
– Le calorifugeage complet, protégé mécaniquement, d’épaisseur correcte et vérifiée,
– La gestion des cascades de pression avec purge des condensats en amont des détendeurs,
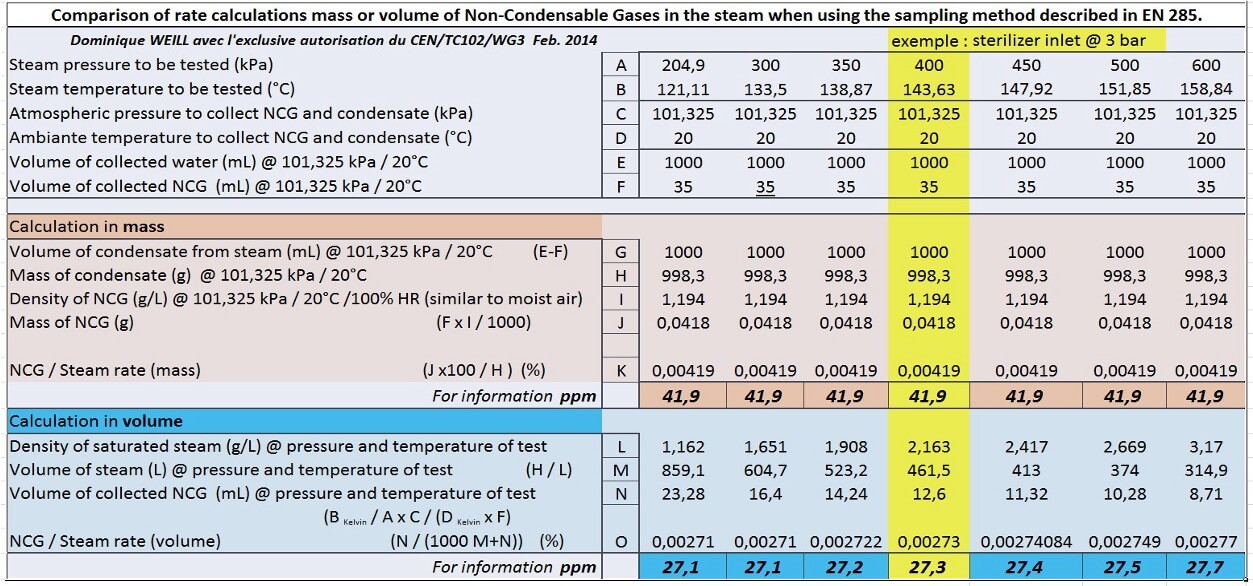
Tableau 1 : Comparaison des calculs de taux de GNC en masse et volume dans la vapeur lorsqu’on utilise la méthode d’échantillonnage décrite dans l’EN 285 (2021).
– Les piquages en col de cygne, crépines à l’horizontal, réductions excentriques,
– La position, la protection amont des purgeurs (eau et air) et leur fonctionnement,…
*NB. Pente > 0,5%. 10 mm d’eau au fond d’un tube de DN 50 génère une réduction de la section libre d’env. 15 %, augmentant ainsi la vitesse de la vapeur de 108 km/h à 130 km/h.
Qualité de la vapeur
Parmi les variables déterminant les spécificités caloporteuses et aqueuses de la vapeur, dorénavant exigées par les BPF 2022 (sauf justification : on s’interrogera sur ces possibilités), et puisqu’avec bon sens aucun seuil d’acceptabilité n’étant requis, il peut être utile de bien appréhender ces paramètres pour définir ses propres seuils de référence à satisfaire pour une conformité au texte et à sa propre Assurance Qualité.
Aussi pour rappel, il n’est pas utile voire déconseillé de suivre systématiquement les préconisations de l’EN 285 dont les valeurs, certes compréhensibles, ont été recommandées dans des conditions précises (Établissements de santé, Dispositifs médicaux, Estampillage EN…) mais tout à fait inadaptées aux process pharmaceutiques.
A propos des Gaz Non Condensables (GNC) **
La vaporisation de l’eau engendre aussi la libération de divers gaz (02, H2, CO2, CH4) dissous lors de parcours géologiques.
Ces gaz (principalement C02, N2 et O2) peuvent en grande quantité avoir une criticité pour les process de stérilisation à la vapeur saturée. Celle-là est proportionnelle à :
1) leur quantité (isolant comme l’air) ; à la surface d’objets, l’efficacité des transferts de chaleur peut être réduite de 50%
2) leur diffusion ± homogènes selon leurs densités (air @ 2bars abs = 0,572 vs vapeur 1,13 soit ≈ 2 fois inférieures à la densité de la vapeur).
NB. **Les gaz « non condensables » aux conditions du procédé d’exploitation de la vapeur pharmaceutique ne sont pas « incondensables » puisqu’ils étaient dissous dans l’eau d’alimentation du générateur de vapeur.
Le Seuil d’acceptabilité requis dans l’EN 285 (2021) s’exprime selon la norme :
13.3.1 le stérilisateur doit être conçu pour fonctionner avec une vapeur saturée contenant jusqu’à 3,5 ml de gaz non condensables provenant de 100 ml de condensat tel que soumis à essai selon la méthode décrite au paragraphe 21.1.
NOTE. Cette méthode n’exprime pas nécessairement la véritable teneur en gaz non condensables dans la vapeur. La valeur limite a été définie expérimentalement dans les années 1960, en lien avec la sensibilité des détecteurs d’air couramment utilisés au Royaume-Uni à cette époque. Les mesures répétées donnent une image fidèle des gaz non condensables présents dans l’alimentation en vapeur.
La valeur de 3,5% n’est donc ni un pourcentage ni une concentration (volume gaz / volume liquide) mais une expression incorrecte. La limite proposée, (à l’origine basée sur la solubilité maximale de l’air dans l’eau liquide à 0°C ≈ 2.88 ml d’air dans 100 ml d’eau) pour cette teneur en GNC dans la vapeur, correspond à 3,5 ml de GNC collectés après récupération de 100 ml de condensats eux-mêmes provenant d’environ 167 litres de vapeur.
Premier biais sur le fond : une eau saturée en air ne signifie pas qu’elle l’est en dioxyde de carbone dont la solubilité à 0°C est 59 fois supérieure (r=1/59).
Second biais sur la méthode pratique : les essais s’effectuent à pression atmosphérique et température ambiante de l’environnement mais température variable des condensats, rendant très approximative la quantité libérée de CO2 et la quantité captée de CO2. Si le ratio des solubilités décroît de 59 fois à 0°C, 44 fois à 25°C et 19 fois à 100°C, la variation des volumes mesurés témoignent de quantité de CO2 variable lorsque la température des condensats décroît.
Les calculs affinés (cf Tableau 1) donnent des valeurs de l’ordre de 40 ppm ; soit pour mieux appréhender cette donnée l’équivalent de 40 ml dans 1000 L (de vapeur).
Pour une chambre de 1000 litres utiles, dont la charge occupe usuellement 30% de son volume, 700 L de vapeur à 121°C (aux conditions du test ≈1,34 m3 à 1,01325 bar) contiennent théoriquement environ 40 ppm x 1,34 m3 ≈ 54 ml de GNC dilués, diffus dans la vapeur.
Quelle criticité pour la stérilisation ?
L’industrie pharmaceutique étant libre de fixer son seuil d’acceptabilité, on s’interrogera sur la pertinence de cette valeur ou le choix d’une autre.
Tout d’abord il est très important de bien différencier la présence potentielle d’air résiduel non extrait après plusieurs phases de vide et la libération constante des GNC, au fur et à mesure de l’alimentation en vapeur. Cette confusion fait l’objet d’une littérature abondante et de convictions inébranlables, y compris parmi les éminents membres des organisations normatives et officielles.
La criticité étant, comme souligné précédemment, principalement corrélée à la quantité de gaz GNC ralentissant le transfert thermique de la chaleur latente de la vapeur vers la surface voire le coeur de la charge, comparons à ce titre les volumes de l’air résiduel non extrait après 3 tirages au vide (3 pulses) :
– soit pour 1000 L de chambre équivalent à 700 L de volume gazeux (dilution 3x au dixième si vide à 0,1 bar), soit 700 L x 0,13 = 700 ml
– soit 54 ml de GNC.
Donc un rapport de 700 ml / 54 ml = 13 !!
Pour assurer la corrélation pression/température indispensable au départ du décompte de la durée de la phase de stérilisation, généralement les phases de préchauffage et chauffage éliminent, en parallèle de l’alimentation vapeur, les condensats formés et à l’occasion une faible quantité du mélange de vapeur contenant quelques GNC et l’air résiduel.
NB. Une réinjection volontaire de 100 ml d’air après le troisième tirage au vide, nécessite donc pendant uniquement le chauffage l’extraction de ce volume indésirable et il a été constaté avec un stérilisateur ayant un chauffage dynamique (fuite constante pendant la montée en pression) sur 22 mesures un retard moyen de 8 à 10 s du départ du décompte de la phase de stérilisation.
Tout ceci s’entend par des mesures acceptant des tolérances et donc une instrumentation à la précision définie. L’impact, sans être négligeable, reste donc très faible proportionnellement au défaut de purge d’air.
Historiquement, bien des stérilisateurs des années 1950-60 ne procédaient que par un seul vide initial et devaient stériliser, dans les Établissements de santé, de nombreuses charges de linge dite « poreuses » pour lesquelles l’extraction d’air était délicate. Les poches d’air isolées n’offrent pas des assurances de stérilisation et stérilité acceptables. Des accidents liés à la non-stérilité ayant entrainés des décès de patients, divers tests sont nés tels qu’entre autres le test de Bowie-Dick, le contrôle des GNC, le test Helix, le détecteur d’air… pour aider au diagnostic de l’élimination de cet air critique pour ces charges poreuses.
A défaut d’optimiser les techniques d’extraction d’air, (limitée par la technologie de la température de l’anneau d’eau des pompes à vide) un seuil extrêmement bas de GNC a été retenu pensant, avec les connaissances de l’époque, que la vapeur et ses GNC étaient grandement responsables de ces poches d’air.
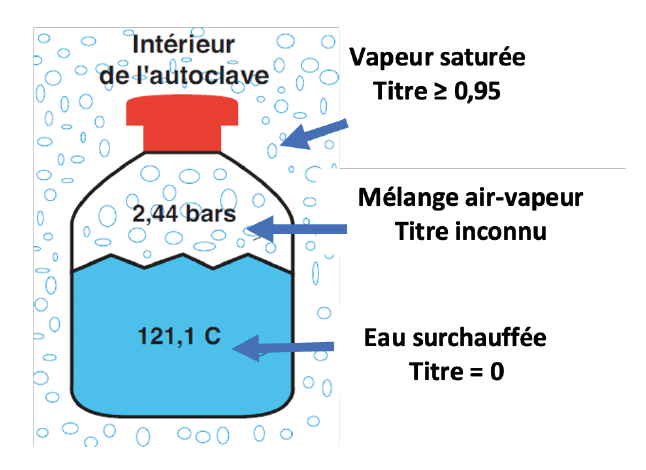
Notons que depuis des décennies, nous stérilisons des flacons pleins étanches dont le volume de tête (compris entre les surfaces du contenu et du bouchon) est constitué d’un mélange d’air-vapeur (30 ml pour flacons de 100 ml) et ce sans aucune contre-argumentation.
Dorénavant l’expérience a démontré une faible criticité, sans jamais être nulle, d’une faible quantité de GNC (≈ 40 ppm) sans commune mesure avec celle de l’air non évacué, notamment aujourd’hui dans les saches bicouches.
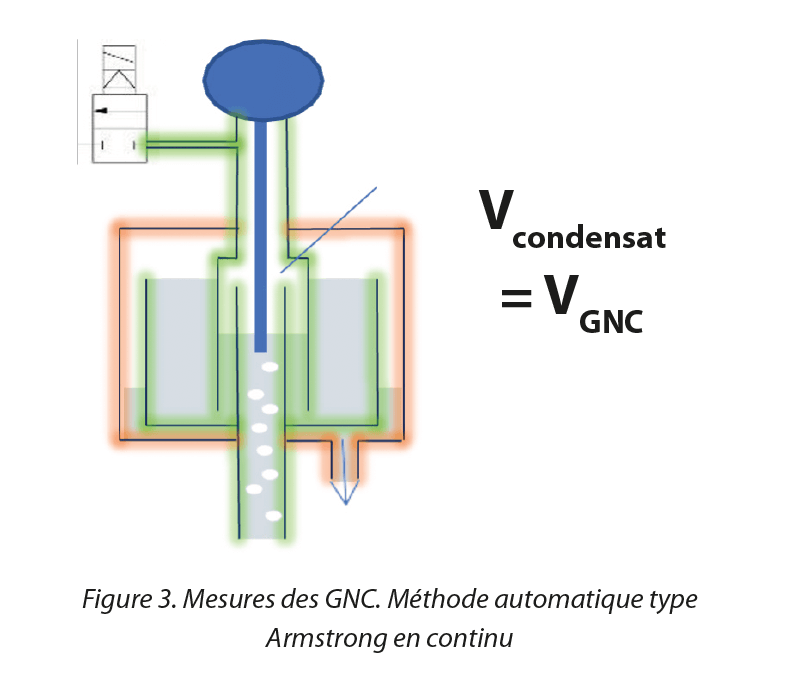
L’obtention de valeur de l’ordre de celle exigée pour les Dispositifs Médicaux, mis sur le marché, nécessite un chauffage, autour de 80°C, ou dégazage de l’eau d’alimentation du générateur de vapeur, ce qui permet de libérer non seulement les Non-condensables mais aussi des gaz potentiellement toxiques ou corrosifs présents en quantité infime. (Figures 2 & 3)
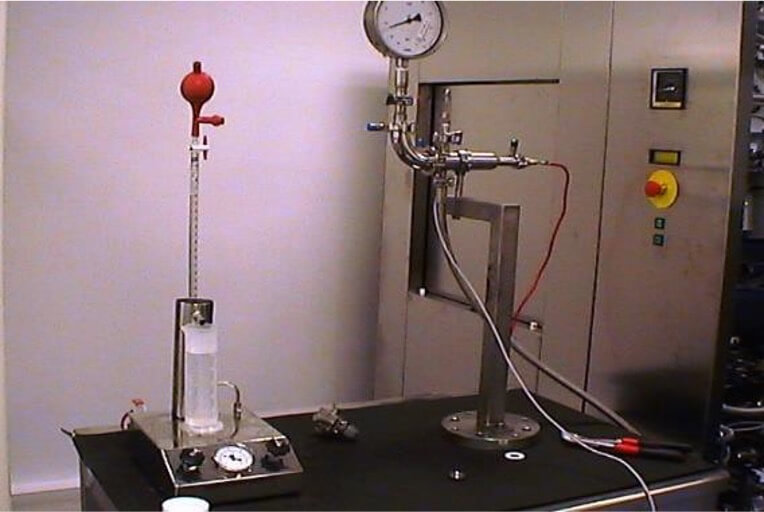 Figure 2. Mesures des GNC. Méthode manuelle type EN 285 : essais ponctuels
Figure 2. Mesures des GNC. Méthode manuelle type EN 285 : essais ponctuels
Plusieurs publications ont témoigné des nombreuses fluctuations dans les résultats des essais et d’imprécision variant de 2 à 10% selon respectivement l’emploi de méthodes automatiques ou manuelles. Expérimentalement les essais sont effectués logiquement lorsque le générateur est rempli et stable, sur la tuyauterie de départ, avant avant distribution puis au(x) point(s) d’utilisation avant l’admission dans le(s) stérilisateur(s) et sur les charges.
NB. Les détecteurs d’air et capteurs de GNC dans la chambre, quantifient, sans les différencier, l’air non évacué et les GNC introduits par la vapeur ; certes intéressants mais ne répondant pas à l’exigence.
On s’accorde à reconnaître la nécessité d’une dizaine d’essais pour commencer à percevoir la quantité approximative de GNC apportée par la vapeur. Aucune moyenne n’est acceptable car on notera qu’une entrée d’eau, si elle est froide, dans un générateur à minimum 140°C, provoque la libération immédiate (flash) de GNC techniquement visible et de l’ordre 500-600 ppm pendant quelques minutes. L’instant des essais est donc important. Selon le moment choisi, il est donc aisé d’obtenir les résultats tous positifs ou tous négatifs. Des résultats négatifs parmi les résultats positifs peuvent refléter ce phénomène, qui reste logique au cours d’un process de stérilisation. Le mieux étant l’ennemi du bien, la logique du “Cas pire” conduit à des surinvestissements, affaiblissant la sécurité du process.
Conclusion
C’est pourquoi, après toutes ces considérations, et une humble expérience pluri-décennale, nous pourrions prendre le risque mesuré, dans les conditions de contrôle Pression/Température, de conseiller des seuils d’acceptabilité compris entre 50 et 100 ppm. Sachant les imprécisions sur les méthodes et incertitudes sur les instrumentations, il semble cohérent de fixer des tolérances de +/- 50 ppm. Ce qui correspondrait aux volumes compris entre 4,2 et 8,4 (+/- 4,2) ml de GNC pour 100 ml de condensats collectés.
1. A propos du titre de la vapeur (taux de siccité)
Caractérisant la proportion d’eau liquide non vaporisée présente dans la vapeur d’eau, formulée avec l’équation suivante :
Titre Vapeur saturée(g) = Masse de vapeur (g) / Masse de vapeur + Masse eau (g)
Son évaluation permettra d’apprécier les qualités thermiques de la vapeur quant à sa capacité à porter plus ou moins rapidement la charge de 20°C à la température de stérilisation puis la maintenir dans les conditions requises. Le titre (anglicisme : fraction sèche), à l’exception de la valeur 1 (100%) pour laquelle il faudra vérifier que la vapeur est bien saturée et non surchauffée (pression-température*), n’impacte jamais sur la qualité de la stérilisation, au sens strict, en tant que process de réduction microbien.
*ce test est indispensable car si les résultats sont inférieurs à la valeur 1, par définition il démontre une qualité de vapeur saturée et non surchauffée (titre 1), ce qui satisfait à la vérification demandée à l’article 6.17 concernant la surchauffe.
Pourquoi une présence d’eau ?
Le chauffage des molécules d’eau liquide apporte une énergie permettant le changement d’état et la vaporisation de l’eau par rupture des liaisons hydrogènes “attachant” les molécules liquides entre elles. Lorsque les bulles gazeuses de vapeur, compressées dans l’eau atteignent une pression supérieure à la pression exercée par une colonne d’eau au-dessus d’elles, celles-là remontent et “déchirent” la surface du plan de l’eau remplissant le générateur. L’énergie est telle que lors de l’explosion, les molécules de vapeur, libérées dans le volume gazeux du générateur, entrainent avec elles quelques molécules d’eau non vaporisée. C’est le phénomène naturel de primage ou vésiculage. Lorsque la vapeur circule, en moyenne à 110 km/h dans une tuyauterie, les condensats formés tombant au fond du tube peuvent être entrainés par le flux à grande vitesse et la vapeur se charge en eau liquide. Même phénomène si les calorifuges sont insuffisants, la chaleur s’échappe et la vapeur perdant ses calories se chargent en gouttelettes d’eau liquide.
C’est cette masse d’eau entrainée qui impacte directement la capacité de transfert d’énergie lors d’un chauffage. Quantifié plus proche de 1 (soit presque 100 % de la masse d’eau vaporisée et presque 100% de chaleur latente), et plus efficace sera le transfert du flux de calories vers l’élément à chauffer ou à stériliser.
L’eau liquide, telle que les condensats ou dans un flacon étanche, à la même pression, par exemple 2,05 bar abs. à 121°C, est une eau surpressée ou surchauffée sans chaleur dite latente uniquement sensible, avec une siccité nulle et donc un titre = 0. Pourtant la stérilisation s’opère conformément aux attentes dans les process à chaleur humide par eau de ruissellement.
En chaleur humide, la vapeur saturée produit son efficacité optimale lorsqu’elle potentialise la conjonction de ces variables : eau et chaleur. L’état de saturation de la vapeur doit être vérifié périodiquement, habituellement 2 fois par an, sauf anomalies, pour assurer le meilleur rendement thermique sans surchauffe. Le potentiel stérilisant de la vapeur surchauffée, par manque de présence d’eau (masse volumique inférieure à celle de vapeur saturée) indispensable à la germination (“désporulation”) des microorganismes sporulés, est réduit d’environ 50% ou nécessite des températures comparativement plus élevées, assimilables à celles de la chaleur sèche (≥ 170°C).
Une vapeur de faible titre restera parfaitement stérilisante mais pénalisera dans le procédé, tant le chauffage que le séchage s’il est requis. L’intégrité de la stérilité peut être rompue.
L’EN 285 : 2021 propose une méthode d’essai permettant de révéler, non une mesure, mais toujours un seuil d’acceptabilité. La valeur exigée ≥ 0,95 est cette fois parfaitement cohérente toutes industries confondues, malgré quelque exigence supérieure ≥0,97.
La profession pourrait donc librement retenir ce seuil pour sa propre assurance qualité.
NB. On peut regretter qu’elle n’ait pas été encadrée 0,95 ≤ T ≤ 0,99 assurant ainsi tout simplement de l’absence de surchauffe, sans test complémentaire. La valeur 1 ou 100%, théorique, est difficile à mettre en évidence pratiquement avec une vapeur saturée et le cas échéant une vérification de la pression s’impose obligatoirement.
Des valeurs supérieures à 1 sont dénuées de sens, ne pouvant être supérieures à 100% de siccité ou 100% de molécules vaporisées. Outre la méthode proposée dans la norme, assez peu précise : 3 à 10%, utilisant notamment de nombreux matériaux, avec de nombreuses chaleurs spécifiques, nécessitant beaucoup de savoir-faire, il a été mis à disposition du marché, des équipements d’essai automatique, fonctionnant en continu, permettant avec intérêt une réelle surveillance enrichie d’analyses de tendances. Certains mesurent tous les paramètres requis (pression, GNC, titre, surchauffe) tandis que d’autres proposent des mesures de titre par débit métrie vortex avec des capteurs très spécifiques, plutôt adapté aux grosses installations. Dans tous les cas, la surveillance régulière offerte assure une meilleure maitrise du procédé.
Conclusion
Des seuils compris entre 0,95 voire 0,97 et 0,99 permettent une exploitation optimale.
2. Essais de surchauffe de la vapeur
Si la recherche de surchauffe ou l’emploi de vapeur surchauffée prend tout son sens quant à une criticité potentielle avérée dans un procédé de stérilisation, les industriels étant libres du choix de leur seuil et de leur méthode, il est utile d’apporter quelques précisions ou argumentations à partager avant de suivre les méthodes disponibles dans les textes, normes ou sur le marché. Celles-ci venant en complément des remarques proposées au chapitre “Titre”
L’Annexe 1 des Bonnes Pratiques de Fabrication, précisant les exigences d’un procédé de stérilisation en chaleur humide à la vapeur saturée, et notamment à l’article 6.17 : Les paramètres à vérifier doivent inclure, sauf justification, la teneur en Gaz Non Condensables, le titre (fraction sèche) et la surchauffe.
L’Annexe 1 des BPF précitée, ne fixe ou recommande aucun seuil ou paramètre relatif à la vérification de la surchauffe. C’est pourquoi, il est parfois utilisé une valeur, dite seuil d’acceptabilité de 25 K, proposée dans la norme EN 285 (2021) au § 13.3.3, opposable uniquement aux Établissement de santé (hôpitaux, cliniques, …) et producteurs de Dispositifs Médicaux ; ce qui est hors champ d’application des activités de nombreux industriels, fabricants de produits pharmaceutiques.
Bien que seule l’Annexe 1 des BPF soit opposable, par défaut la recherche de conformité à ce seuil de 25 K est souvent effectuée, lors d’essais de vérification, conduits strictement selon la méthode décrite au § 21.3 de la même norme ; le mode opératoire du fournisseur de l’appareillage de tests étant quasiment identique.
Souvenir. Physiquement le phénomène de surchauffe est caractérisé lorsque la température de la vapeur est supérieure à la température correspondant à sa pression de vaporisation, son point d’ébullition. Autrement reformulé, lorsqu’il n’y a plus de corrélation Pression / Température (P/T) comme dans l’exemple 1,013 bar /105°C et non 1,013 bar / 100°C ou 2,049 bars abs. / 123°C et non 2,049 bars / 121°C. Hormis les process où l’on surchauffera volontairement la vapeur pour la transporter, cette surchauffe provient lors d’une détente, de la capacité d’expansion du gaz (chute de pression) plus rapide à l’instant t que la diffusion de la température (chute de température). Les 2 paramètres ne sont plus corrélés comme en vapeur saturée.
Ainsi, avec une alimentation de vapeur saturée d’un stérilisateur à 2,5 bars effectifs soit 138°C et une régulation de process à 1,04 bar effectif (2,05 bars abs.) pour stériliser à 121°C, la détente de 2,5 – 1,04 = 1,46 bar effectif pourrait théoriquement libérer au maximum 138°C – 121°C = 17 K* de surchauffe pendant la phase de stérilisation. La conformité serait obtenue.
*différentiel entre deux températures en °C s’exprime en unité internationale : le kelvin
Remarques expérimentales :
Concrètement et physiquement aucune surchauffe ne peut être quantifiée à plus de 5 cm environ de l’entrée de vapeur dans la chambre, au point de détente ; n’importe quelle sonde de température le prouvant.
Ci-dessus n’est pas contradictoire avec le fait d’une réelle présence de vapeur surchauffée, momentanée, dans tout stérilisateur vapeur, de toute marque, utilisant le vide pour l’extraction d’air. Une vapeur entrant à 3,5 bars absolu (2,5 relatifs) dans une chambre à 0,1 bar absolu, lors des premières injections de vapeur, se détend et pourrait libérer au début une enthalpie de surchauffe de l’ordre de 97 K (138°C – 41°C@0,1 bar) très supérieure à 25 K.
NB. Cette énergie libérée améliore d’environ 1,6 à 2% le titre pendant le chauffage où la vapeur cédant ses calories, s’humidifie (avec un titre bien plus faible qu’à l’entrée dans le stérilisateur) mais aussi absorbe l’excédent de calories apportées par la surchauffe.
D’une part hors du plateau de stérilisation, ces phases, dites de pulses permettent l’extraction d’air mais assurent le chauffage : phases pendant lesquelles la vapeur chaude au contact des masses froides s’humidifie, absorbe la surchauffe puis se condense. La phase de stérilisation n’est donc jamais impactée par cette surchauffe.
Lorsque le stérilisateur, à volume constant, maitrise et vérifie la loi de Gay-Lussac soit la corrélation P/T (preuve irréfutable de la présence uniquement de vapeur saturée1), juste avant de décompter la durée du plateau de stérilisation, c’est cette corrélation, qui prouve l’absence totale de vapeur surchauffée2 pendant le plateau (CQFD). On notera de nouveau qu’un titre inférieur à 1 prouve qu’au moins à l’entrée dans le stérilisateur la vapeur n’est pas surchauffée.
1 à la tolérance des capteurs près,
2 à l’exception de légère surchauffe de surface (1 à 3°C) produite pendant la phase de stérilisation par certains matériaux telles que les lingettes non tissées.
Ce qui précède démontre qu’il est toujours utile et favorable à la qualité de l’homogénéité de température lors du plateau, d’alimenter le stérilisateur avec une vapeur à pression et température proche des P et T°C du plateau de stérilisation. La précision attendue, à quelques dixièmes de degré près, nécessite des vannes modulantes, très sensibles aux pressions en amont et aval de leur obturation. Plus grand sera l’écart de pression amont-aval et plus grande sera la quantité de vapeur à s’engouffrer sous le clapet pour chercher à compenser cet écart, ce ΔP. Un différentiel de 0,5 bar reste idéal.
Qualification
L’apport de preuve de la vérification de l’absence de vapeur surchauffée en stérilisation, telle requise par l’Annexe 1 des BPF 2022, ne requièrent aucun test autre que soit un titre inférieur à 1, soit les relevés de P/T de la vapeur d’alimentation du stérilisateur et celles de la phase de stérilisation (aux tolérances près des capteurs calibrés). Ces contrôles peuvent donc être réalisés périodiquement, par exemple chaque semestre.
Pour les industriels, ayant retenu par défaut, selon leur assurance de qualité interne, la valeur d’acceptabilité de 25 K, le différentiel dans l’exemple choisi de 138°C-121°C = 17 K est inférieur à 25 K et donc conforme à l’attendu.
La méthode d’essai proposée par l’EN 285
Celle-ci et le matériel fourni posent question thermiquement car il est requis une détente à pression atmosphérique de la vapeur. Pratiquement, quels que soient les / le diamètre des tubes de Pitot (conseillé 1 mm), des températures de 97 à 103°C (+/-2) sont mesurées à 3 cm de l’orifice de détente (idem à 5 cm et à 1 mm). Soit un différentiel d’env. 35 K dans notre exemple, incompatible avec le seuil de 25 K.
Pour ne pas dépasser le seuil de 25 K, il faudrait donc ne pas alimenter à plus de 125-127°C, ce qui exclut toute autre température de stérilisation supérieure, sans logique, et condamne les cycles à 134°C par exemple, pourtant utilisés en permanence dans le secteur hospitalier. En pratiquant strictement selon la méthode proposée, le test est toujours négatif et donc sans pouvoir informatif discriminant. Puisqu’il est thermiquement totalement impossible d’être en conformité avec la méthode proposée, depuis des décennies, un biais s’est installé dans les pratiques en comparant la température de la vapeur mesurée après détente avec celle théorique à la pression atmosphérique (en générale 100°C). Les écarts sont alors de 2 à 5 kelvins et donc toujours conformes, ce qui est pratique mais un leurre ; le test est alors inefficace puisque toujours positif.
NB. Malgré des propositions, ce texte n’évolue pas.
Conclusion,
Pour répondre à l’exigence de vérification de la surchauffe de la vapeur, le contrôle, manuel ou automatique, de la corrélation pression/ température avant le décompte de la durée de la phase de stérilisation est thermiquement et juridiquement incontestable, aux tolérances des capteurs près. La vérification du titre, s’il est inférieur à 1, satisfait à l’exigence d’absence de surchauffe pour les process soumis aux BPF 2022.
Synthèse
Une bonne appréhension des paramètres qualifiant la vapeur du procédé de stérilisation, permet, grâce au texte laissant la liberté du choix des valeurs, de réaliser quelques économies en sélectionnant des seuils sûrs mais réalistes.
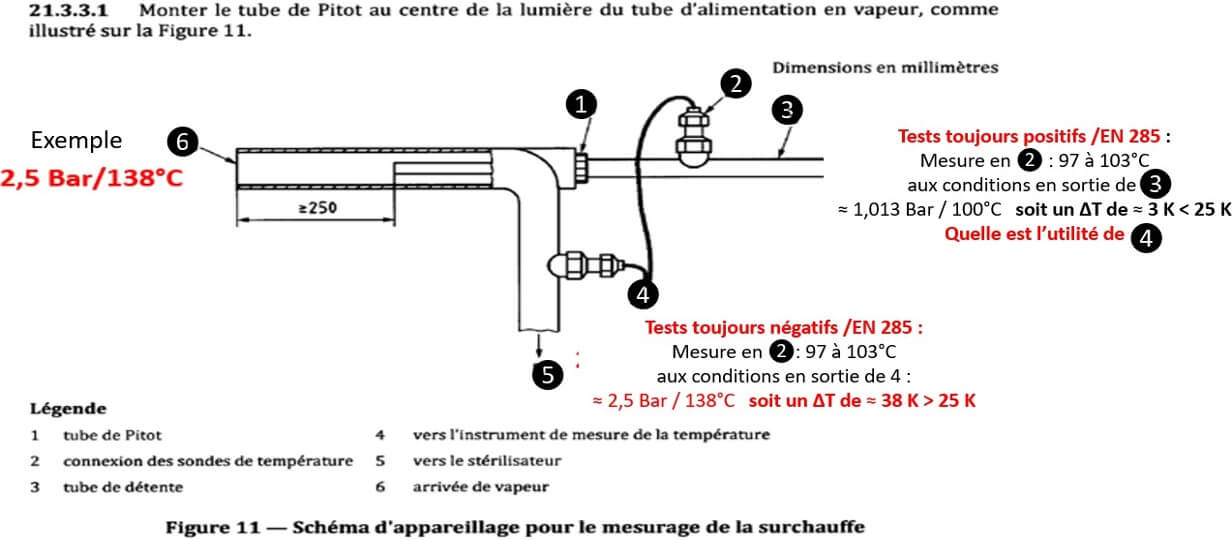
Extrait de l’EN 285 § 21.3 avec commentaires / Schema d’appareillage pour le mesurage de la surchauffe

Dominique WEILL
Partager l’article

