


Sommaire
- Produits Combinés Injectables. Enjeux et challenges pour les industriels.
- Extension des délais ou non, ce que les fabricants de Classe I doivent retenir.
- Les nouveaux défis des médicaments injectables.
- L’investigation clinique des dispositifs médicaux combinés dans le cadre du nouveau règlement (UE) 2017/745 (RDM).
- Apport de la caractérisation physico-chimique des matériaux constitutifs des dispositifs médicaux pour une rationalisation de leur évaluation biologique.
- Piloter la performance des validations de nettoyage : un enjeu industriel fort.
- Validation des procédés de nettoyage : pourquoi et comment valider les méthodes analytiques et de prélèvements associées.
- Maintenance des équipements en acier inoxydable dans un environnement de fabrication conforme aux BPF : une approche basée sur les risques.
- Single Use Systems vs Re-Usable Stainless-Steel Equipment. Compliance & Quality Perspective.
Maintenance des équipements en acier inoxydable dans un environnement de fabrication conforme aux BPF : une approche basée sur les risques.
L’acier inoxydable est généralement le substrat de choix pour les applications conformes aux bonnes pratiques de fabrication (BPF) et est utilisé pour la majorité des surfaces en contact avec les produits. Les familles d’acier inoxydable austénitique (par exemple 304L et 316L), en particulier, sont prisées pour les applications pharmaceutiques en raison de leur résistance élevée aux taches et à la corrosion et de leur prix abordable. Bien qu’il soit qualifié d’inoxydable, l’acier inoxydable est en fait résistant aux taches. Il doit cette propriété à sa capacité à former naturellement un film passif riche en oxydes sur la surface.

La passivation est un facteur important dans la résistance à la corrosion des métaux composant l’équipement de fabrication. La passivation est un processus au cours duquel un film passif se forme naturellement à la surface de l’acier inoxydable en présence d’oxygène lorsque la matière exogène a été éliminée de la surface [1-3]. Le film passif qui recouvre la surface de l’acier inoxydable devient la principale protection contre la corrosion. L’acier inoxydable peut se corroder si le rapport chrome/fer a été considérablement réduit, entraînant l’oxydation, puis la libération d’oxydes de fer qui se déposent sur la surface.
“Rouge” est le terme courant désignant le produit de corrosion visible de l’acier inoxydable. Elle se compose de plusieurs formes d’oxydes de fer, l’oxyde ferrique étant la forme prédominante [8-11]. La formation de rouge est généralement observée dans les systèmes de production d’eau, les cuves de traitement et les tuyaux qui sont exposés régulièrement à des solutions corrosives. Le rouge semble être un problème fréquent. Les agences de réglementation comme la Food and Drug Administration (FDA) aux États-Unis ont indiqué dans au moins une lettre d’avertissement que la corrosion était inacceptable dans les conditionnements pharmaceutiques en contact direct avec le produit [4]. Cet avertissement repose sur le raisonnement suivant : le rouge présent sur les surfaces en contact avec le produit peut créer un environnement favorisant l’adhérence tenace des résidus de traitement et des microbes à la zone rouillée. Les surfaces sont alors plus difficiles à nettoyer et à désinfecter [5-7]. Des résidus et des microbes peuvent également résider dans les couches de rouge dans lesquelles le nettoyant et le désinfectant habituels risquent de ne pas pouvoir pénétrer.
Compte tenu du risque associé aux surfaces rouillées, les fabricants auraient intérêt à accorder plus d’attention aux traitements préventifs du rouge. Certaines entreprises adoptent une approche réactive et attendent que le rouge ait été détecté ou ait eu un impact sur la production avant de prendre des mesures correctives. Les attributs des procédés tels qu’une température élevée, des solutions à pH extrême ou des dommages en surface (soudure de mauvaise qualité, etc.) peuvent corroder les surfaces en acier inoxydable [8-11]. Si un procédé ou l’état d’une surface est déjà considéré comme facteur de corrosion à un certain stade du cycle de vie de l’équipement, tous les efforts doivent être entrepris pour identifier l’origine du problème et prévenir la corrosion.
Contrairement à la maintenance préventive, qui vise à atténuer la cause du problème potentiel ou de la situation indésirable, la maintenance corrective est effectuée pour corriger un problème ou une défaillance après sa détection. Ainsi, dans le cas d’une procédure de maintenance préventive de l’acier inoxydable, un opérateur sait exactement quelles tâches effectuer selon un calendrier prédéfini. En revanche, dans le cas d’une maintenance corrective, les paramètres critiques et la procédure générale dépendent des anomalies observées. La maintenance corrective nécessite généralement d’évaluer la sévérité du problème avant de recommander un quelconque traitement. Cette démarche est appelée “évaluation du risque” et comprend un examen de l’impact potentiel sur le patient, le produit, le personnel et l’équipement [12]. Des variables inconnues peuvent être associées à la formation de rouge, et la résolution du problème prend généralement beaucoup plus de temps qu’une tâche préventive. De nombreuses références publiées sur la corrosion de l’acier inoxydable sont axées sur la maintenance corrective [3-15].
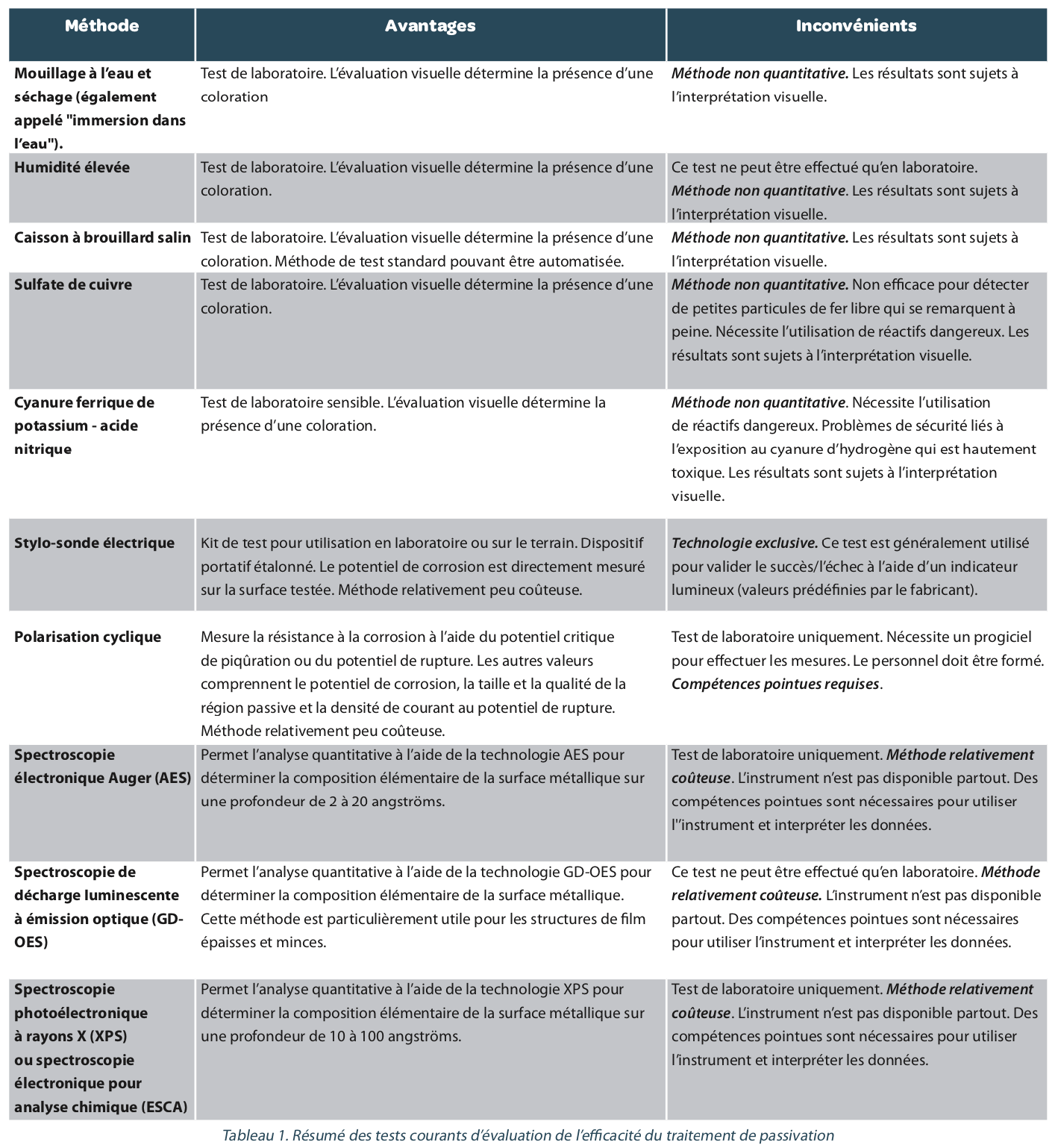
Il n’existe aucun test mondialement reconnu qui garantit la passivation adéquate d’une surface en acier inoxydable. En règle générale, lorsqu’un équipement en acier inoxydable a été exposé à un traitement de passivation, la documentation afférente doit décrire la procédure de passivation en insistant sur les paramètres critiques. Une matrice d’essai comportant des critères de validation démontrant l’efficacité de la passivation d’une surface a été suggérée[3]. En règle générale, ces méthodes de test ont pour objectif soit de vérifier que la surface a été passivée par élimination de matière exogène (par exemple, films de fer libre ou hydrophobes) ou par mesure directe de la qualité du film passif.
Le tableau 1 résume les avantages et les inconvénients des méthodes de test de passivation courantes[2-3]. Des échantillons représentatifs d’un matériau et d’une finition similaire à ceux de l’équipement de production peuvent être utilisés pour valider un protocole de passivation.
Les traitements de passivation dépendent considérablement de la teneur en chrome, de la finition des surfaces et des caractéristiques d’usinabilité des classes de qualité de chaque famille d’acier inoxydable. Le traitement chimique doit permettre de restaurer la couche d’oxyde inerte pour obtenir un film passif uniforme qui se forme plus rapidement que le film naturel. Les traitements de passivation utilisant des mélanges d’acide citrique et d’acide phosphorique sont très efficaces pour de nombreuses familles d’acier inoxydable.
Les méthodes classiques de passivation à l’acide nitrique ainsi que d’autres méthodes sont résumées dans le tableau 2. Le choix optimal de la chimie et de la méthode de passivation dépend des critères de validation imposés par l’utilisateur final, ainsi que des réglementations relatives à la gestion des déchets en vigueur à l’échelle nationale ou locale ou au sein de l’entreprise. Un processus de passivation peut généralement inclure : 1. Un nettoyage alcalin (passage simple ou recirculation) en vue d’éliminer tous les contaminants, huiles, corps étrangers, etc. ; 2. Un rinçage à l’eau ; 3. Un traitement à l’acide (passage simple, recirculation ou immersion) pour dissoudre le fer libre et les sulfures et accélérer la formation de la couche d’oxyde ; 4. Des rinçages à l’eau ; 5. Un séchage ; 6. Une inspection visuelle et des tests, si nécessaire. | 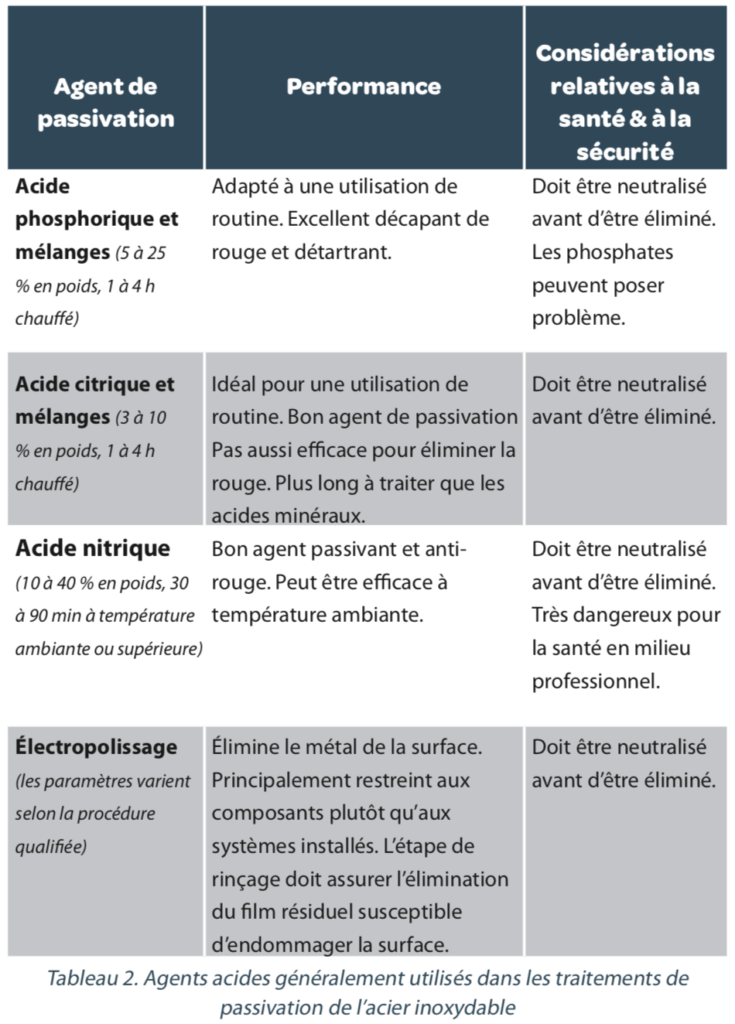 |
1. Modèle de test de laboratoire et vérification des conditions d’essai
Les tests de laboratoire ont permis de déterminer les paramètres de nettoyage critiques pour la passivation des surfaces en acier inoxydable. Un détergent à base d’acide phosphorique/citrique et un détergent à base d’acide citrique/oxalique ont été utilisés pour traiter des échantillons d’acier inoxydable 316L dans le cadre d’expériences d’évaluation du film passif.
La procédure suivante a été utilisée pour l’expérience :
1. Des échantillons d’acier inoxydable 316L (1 po x 3 po) ont été nettoyés dans un automate de lavage de laboratoire.
2. Les échantillons nettoyés ont été traités avec du HCl concentré pendant 30 secondes pour éliminer le film passif.
3. Tous les échantillons ont été testés avec un stylo-sonde électrique pour s’assurer qu’aucun n’était passif.
4. Les échantillons ont été rincés avec de l’eau pour préparation injectable à température ambiante, puis exposés aux différents agents de nettoyage à la concentration, la durée et la température indiquées.
5. Après l’exposition, les échantillons ont été rincés avec de l’eau déionisée et laissés sécher pendant 60 minutes.
6. Les échantillons ont été testés avec un stylo-sonde électrique pour déterminer si les traitements entraînaient une passivation.
7. Le stylo-sonde électrique mesure une plage passive comprise entre (-200 mv) et (-400 mv). Elle indique également la réussite et l’échec du test par le biais d’un voyant vert ou rouge, respectivement.
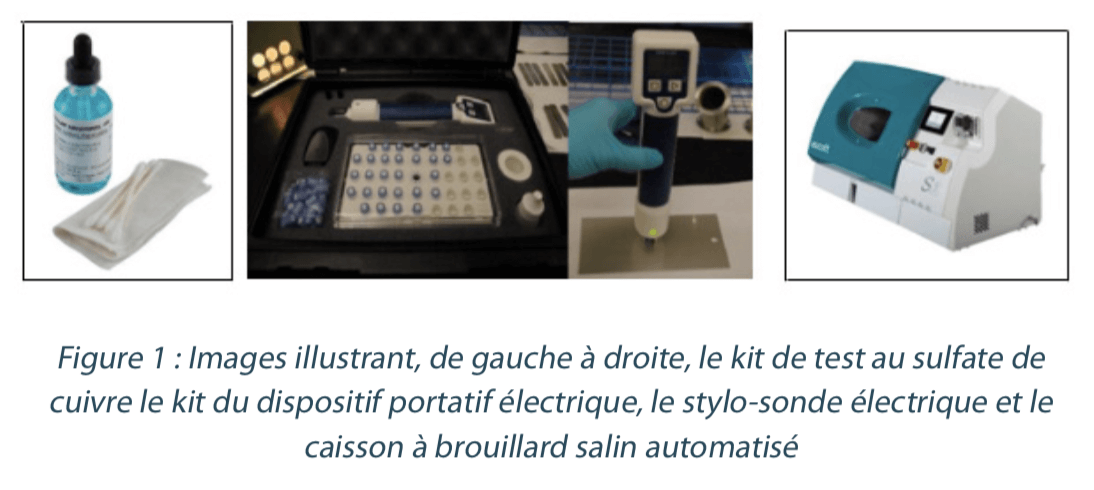
8. Des tests de confirmation finaux ont été réalisés à l’aide du caisson à brouillard salin ou du sulfate de cuivre.
9. Reportez-vous à la figure 1 pour l’illustration des tests au brouillard salin, sulfate de cuivre et stylo-sonde électrique.
10. Les paramètres testés étaient les suivants : agent de nettoyage (détergent à base d’acide phosphorique/citrique ou détergent à base d’acide citrique/oxalique), concentration (5, 7, 8, 10 et 15 % en poids), température (45, 60, 70 et 80 °C) et durée (20, 30, 45, 60, 90 et 120 minutes).
11. Les techniques du stylo-sonde électrique, du caisson à brouillard salin et du sulfate de cuivre ont été utilisées pour vérifier le film passif de l’échantillon d’acier inoxydable.
Il a été déterminé que les échantillons étaient passivés si les paramètres suivants étaient appliqués : 1. Détergent à base d’acide phosphorique/citrique à 8 % en volume à 80 °C pendant 120 minutes ; 2. Détergent à base d’acide phosphorique/citrique à 10 % en volume à 70 °C pendant 30 minutes ; 3. Détergent à base d’acide phosphorique/citrique à 10 % en volume à 60 °C pendant 60 minutes ; 4. Détergent à base d’acide phosphorique/citrique à 10 % en volume à 80 °C pendant 30 minutes ; 5. Détergent à base d’acide citrique/oxalique à 10 % en volume à 70 °C pendant 30 minutes ; 6. Détergent à base d’acide citrique/oxalique à 10 % en volume à 80 °C pendant 20 minutes ; 7. Détergent à base d’acide citrique/oxalique à 15 % en volume à 60 °C pendant 120 minutes ;
2. Évaluation du risque
Lors de l’évaluation du risque de corrosion ou de rouge affectant la qualité du produit ou du lot suivant, il convient de se poser les questions suivantes, résumées dans le tableau 3. |  |
1. Étude de cas 1
Un grand fabricant biotechnologique a observé régulièrement du rouge dans certaines cuves de préparation et de stockage de solutions tampons en acier inoxydable 316L. Selon les profils de solubilité des composants du tampon, l’eau purifiée devrait permettre d’éliminer efficacement les résidus de tampon. Toutefois, le rouge persistant a eu un impact sur l’utilisation de l’équipement. Lors de l’inspection visuelle des cuves, il s’est avéré nécessaire de faire appel à un prestataire de services tiers spécialisé dans le nettoyage et la maintenance de l’acier inoxydable. Ce processus a entraîné une augmentation des coûts de maintenance et une diminution de la production en raison des temps d’arrêt de l’équipement.
Le fabricant biotechnologique a revu ses procédures de nettoyage et de maintenance afin de développer une approche scientifique basée sur les risques pour la maintenance préventive de ses équipements.
Les objectifs étaient les suivants :
1) Vérifier le nettoyage des résidus de tampon ;
2) Confirmer l’exposition ayant entraîné la perte du film passif ;
3) Vérifier que le traitement de passivation protège la surface contre l’exposition au tampon.
Les tests de la condition 1 ont été réalisés en appliquant 1 ml de tampon sur un échantillon en acier inoxydable 304 prénettoyé avec une finition 2B. L’échantillon traité a été séché à température ambiante pendant un temps de maintien sale prédéterminé. L’échantillon a ensuite été nettoyé avec de l’eau déionisée pendant 5 minutes à 65°C ou 80°C. L’échantillon était considéré comme nettoyé s’il était visuellement propre, s’il ne laissait pas l’eau pénétrer et s’il ne présentait aucune variation de poids (test gravimétrique).
Les tests des conditions 2 et 3 ont été effectués comme indiqué ci-dessus.
L’examen a donné les résultats suivants :
L’eau déionisée s’est révélée efficace pour nettoyer les surfaces recouvertes de tampon A séché (phosphate de sodium 60 mM, chlorure 2 M, pH 5,6) après 5 minutes à 65°C ou 80°C.
Les échantillons enduits de tampon A et séchés pendant toute une nuit ont donné une surface non passive. Des concentrations de détergent à base d’acide citrique/oxalique à 10-15 % en volume pendant 20 à 60 minutes à 80°C ou pendant 40 à 60 minutes à 65°C ont été efficaces pour la passivation des surfaces exposées au tampon et ont maintenu un état passif pendant au moins 3 minutes pour une exposition au tampon pendant 24 heures.
Les surfaces ont conservé leur état passif pendant la durée d’exposition au tampon suivante :
• jusqu’à 48 heures après la passivation avec un détergent à base d’acide citrique/oxalique à 10 % en volume à 65 °C pendant 40 minutes ;
• jusqu’à 72 heures après la passivation avec un détergent à base d’acide citrique/oxalique à 15 % en volume à 65 °C pendant 60 minutes ;
• jusqu’à 24 heures après la passivation avec un détergent à base d’acide citrique/oxalique à 10 % en volume à 80 °C pendant 20 minutes.
D’autres tests ont été réalisés avec 1 M de solution tampon de chlorure et une concentration et une durée accrues du traitement de passivation avec un détergent à base d’acide citrique/oxalique afin de prolonger la durée de stockage du tampon humide.
Les conditions suivantes ont été évaluées :
• Diminution de la concentration de chlorure dans la solution de préparation du tampon A de 2 M à 1 M.
• État de passivation avec un détergent à base d’acide citrique/oxalique à 15 % en volume à 80 °C pendant 60 ou 90 minutes avant l’exposition au tampon.
• Prolongation de la durée de maintien du tampon à plus de 72 heures après l’état de passivation.
La diminution de la concentration de chlorure dans le tampon A de 2 M à 1 M ainsi que l’augmentation de l’exposition au détergent à base d’acide citrique/oxalique à 15 % en volume de 60 à 90 minutes ont prolongé l’exposition au tampon stocké de 96 à 120 heures.
L’eau est efficace pour le nettoyage du tampon A avec 2 M ou 1 M de chlorure. Cependant, le temps de maintien sale et le temps de stockage de la solution peuvent affecter les propriétés passives des surfaces en acier inoxydable lors des tests utilisant le stylo-sonde électrique et la polarisation cyclique (non rapporté). Les conditions de passivation des détergents à base d’acide citrique/oxalique (durée, température et concentration) peuvent affecter le film passif et la durée de l’exposition au tampon stocké. Un traitement de passivation avec un mélange à base d’acide citrique/oxalique à 5 % min. en volume à 80 °C pendant 90 minutes a permis d’obtenir une surface passive lors des tests utilisant le stylo-sonde électrique, la polarisation cyclique et la technologie XPS/ESCA. La passivation de l’échantillon d’acier inoxydable avec un détergent à base d’acide citrique/oxalique à 15 % en volume a maintenu une surface passive au test du stylo- sonde électrique pendant plus de 96 heures après son exposition au tampon de chlorure 1 M.
Ces informations ont permis au fabricant de placer des minuteries sur certaines cuves de stockage du tampon et du produit pour informer les opérateurs lorsque le cycle de passivation est nécessaire.
2. Étude de cas II
La deuxième étude de cas est similaire à la première décrite ci-dessus. Un fabricant multinational de produits de fractionnement du plasma s’est aperçu de la présence d’une micro-piqûration et de rouge dans certaines cuves de préparation de solutions tampons en acier inoxydable 316L. Les tampons comprenaient du chlorure de sodium 0,1 M, du chlorure de sodium 0,15 M, du chlorure de sodium 1 M, du chlorure de sodium 3 M, de l’acétate de sodium 20 mM, du NaCAP 2,1 M, de l’acétate de pH 5, de l’acide acétique 1 M et de l’acide acétique 1 M additionné de chlorure de sodium 1 M.
Les objectifs étaient les suivants :
1) Vérifier le nettoyage des résidus de tampon ;
2) Confirmer l’exposition ayant entraîné la perte du film passif ;
3) Vérifier que le traitement de passivation protège la surface contre l’exposition au tampon.
Les tests des conditions 1 à 3 ont été effectués comme indiqué ci-dessus.
L’examen a donné les résultats suivants :
Toutes les solutions tampons après séchage à l’air sur un échantillon d’acier inoxydable 304 avec une finition 2B ont été efficacement nettoyées avec de l’eau déionisée en 5 minutes, à température ambiante, dans un bain d’immersion à agitation à faible mélange.
Les tampons d’acétate de pH 5 et d’acide acétique 1 M additionné de chlorure de sodium 1 M exposés à des échantillons passivés d’acier inoxydable 316L ont corrodé le film passif dans un délai de 72 à 96 heures, comme déterminé par un test au stylo-sonde électrique et confirmé par des tests au brouillard salin et au sulfate de cuivre.
Des échantillons d’acier inoxydable 316L lavés et rincés, passivés avec un détergent à base d’acide phosphorique/citrique à 10 % en volume à 80 °C pendant 40 minutes ont ensuite été rincés à l’eau et séchés à l’air à température ambiante pendant 1 heure avant le test. Les échantillons ont été exposés à l’acétate de pH 5 ou à l’acide acétique 1 M additionné de chlorure de sodium 1 M, puis ils ont été retirés du tampon tous les 3 à 4 jours, rincés à l’eau et lavés avec un détergent à faible concentration en acide phosphorique/citrique (0,5 % en volume, 80 °C pendant 10 minutes). Les surfaces sont restées passives pendant toute la période de test de 31 jours.
L’eau est efficace pour nettoyer les tampons évalués. Cependant, le temps de maintien sale de l’acide acétique 1 M additionné de chlorure de sodium 1 M et la durée de stockage de la solution peuvent affecter les propriétés passives des surfaces en acier inoxydable lors des tests au stylo- sonde électrique, au sulfate de cuivre et au brouillard salin. Un lavage à l’acide avec un détergent à base d’acide phosphorique/citrique à 0,5 % min. en volume tous les 3 à 4 jours à 80 °C pendant 10 minutes a permis d’obtenir une surface passive pendant 31 jours, tandis que les contrôles non lavés à l’acide ont échoué à 72 heures environ.
Conclusion
Le matériau de prédilection pour la plupart des récipients et équipements réutilisables dans les installations de fabrication conformes aux BPF est l’acier inoxydable 316L. Le matériau de surface doit être sélectionné en fonction de son application et défini dans les spécifications des exigences d’utilisation. Il peut parfois arriver que cet examen technique soit négligé, que les conditions de fabrication changent et que de nouveaux produits soient ajoutés. Les problèmes de compatibilité des substrats, tels que la corrosion et le rouge, peuvent affecter directement l’inspection visuelle, le nettoyage, la désinfection, la génération de particules, l’intégrité des matériaux et, éventuellement, la sécurité du personnel.
Lors de l’inspection des récipients et des équipements, si des problèmes récurrents de compatibilité des substrats se posent, une évaluation du risque pour la qualité doit être effectuée, et des données doivent être recueillies à l’aide de modèles expérimentaux tels que ceux présentés dans ce document.
Une action corrective peut être mise en œuvre selon une approche scientifique bien étayée et basée sur le risque.
La compréhension de la cause fondamentale du problème de corrosion et sa réduction significative ou son élimination grâce à une maintenance préventive efficace permettra de réduire les actions correctives imprévues, les retards de fabrication et l’impact négatif sur la qualité des produits ou les patients.
Partager l’article

Elizabeth RIVERA – Steris
Dijana HADZISELIMOVIC – Steris
Paul LOPOLITO – Steris
Références
1. American Standard of Testing Materials (ASTM), A 967 – 99, Standard Specification for Chemical Treatments for Stainless Steel Parts.
2. ASTM, A 380 – 96, Standard Practice for Cleaning, Descaling, and Passivation of Stainless Steel Parts, Equipment, and Systems.
3. American Society of Mechanical Engineers (ASME) Bioprocessing Equipment (BPE). 2014. Non-mandatory Appendix E Passivation Procedure Qualification.
4. FDA website. http://www.fda.gov/ICECI/EnforcementActions/WarningLetters/2009/ ucm148998.htm. GMP Trends, #886, December 15, 2013.
5. Gietl, M., and Lopolito, P. Rouge & Biofilm: Compounding Cleaning Challenges. PharmTech, White Paper, http://www.pharmaceuticalonline.com/doc/rouge-biofilm- compounding-cleaning-challenges-0001September 18, 2014.
6. Deal, A., Klein, D., and Lopolito, P., Cleanroom Technologies, 18 August 2015 pages 18-20 (http://www.cleanroomtechnology.com/technical/article_page/Strategies_for_biofilm_remedi ation/110760)
7. Deal, A., Klein, D., Lopolito, P., and Schwarz, J., Reinraum, Use of the CDC Biofilm Reactor to Test Cleaning and Disinfection on Rouged Stainless Steel. 20 March 2015. http://www.reinraum.de/news_en.html?id=3179
8. Gonzales, M.M. Stainless Steel Tubing in the Biotechnology Industry. Biotechnology/Pharmaceutical Facilities Design, April 30, 2001.
9. Tverberg, J.C., Ledden, J.A., Rouging of Stainless Steel in WFI and High Purity Water Systems. Proceedings of Tube 2000, Dusseldorf, 2000.
10. Avery, R.E. and Raney, R. K. Rouging in Stainless Steel Equipment for Hygienic Services. European Journal of Parenteral &Pharmaceutical Services, 2008; 13(1): 21-24.
11. Lopolito, P. Addressing Rouge in Biopharmaceutical Manufacturing
Equipment. http://pharmtech.findpharma.com/pharmtech/In+the+Mixer/Addressing-Rouge- in-Biopharmaceutical-Manufacturin/ArticleStandard/Article/detail/686036, PharmTech, Equipment and Processing Report, September 15th, 2010.
12. International Conference on Harmonization (ICH) Q9- Quality Risk Management. November 2015.
13. Blitz, T., et.al. Test on Rouging and Experiences Dealing with Rouging in Pharmaceutical Production (part 1 of 3). Pharm Eng. March/April 2015. Vol 35. No. 2. pp 60-69.
14. Blitz, T., et.al. Test on Rouging and Experiences Dealing with Rouging in Pharmaceutical Production (part 2 of 3). Pharm Eng. May/June 2015. Vol 35. No. 3. pp 35-44.
15. Blitz, T., et.al. Test on Rouging and Experiences Dealing with Rouging in Pharmaceutical Production (part 3 of 3). Pharm Eng. August 2015. Vol 35. No. 4. pp 81-91.
