


Sommaire
- Analytical Quality by Design: the required integration for Quality by Design
- Conception d’un isolateur de production. Du besoin utilisateur à la réalisation.
- Cahier Pratique – Essais de stérilité sous-isolateur – Qualification de performance et optimisation des plans de charge
- Advanced vaporized H2O2 decontamination technology for pharmaceutical isolators. Reduction of H2O2 decontamination cycle time using direct injection nozzles.
- Sécurisez le confinement de vos gants.
- Isolator Technology and Automation Enhanced Contamination Control in the Manufacture of Cell and Tissue Culture Derived Regenerative Medicine Products.
- The European approach to disinfectant qualification.
Pour toute installation de ligne de production stérile, la nécessité d’y associer les moyens appropriés de protection du produit et de l’environnement est une vérité absolue. Lorsque ce choix porte sur la technologie isolateur, une attention toute particulière doit être apportée à sa conception. Celle-ci doit être basée sur une parfaite adéquation entre le besoin de l’utilisateur et l’état de l’art existant pour cette technologie de pointe, et aboutissant à une solution optimisée pour la production future.

L’installation d’une nouvelle ligne de production d’injectables sur le site d’Aspen à Notre-Dame-de-Bondeville (76) en est un exemple. Le site, localisé en Normandie, près de Rouen, est spécialisé dans la production de seringues pré-remplies depuis de nombreuses années et produit près de 180 millions de seringues chaque année à destination de plus de 130 marchés internationaux dont les U.S.A.
Eléments clés de la décision de parvenir à une solution optimale pour la production future
Bien sûr, la mise en service d’une nouvelle ligne est le résultat d’un processus de projet régi par une succession d’étapes et de tâches spécifiques, qui doit être strictement respectée.
Depuis l’idée initiale jusqu’à l’installation et la mise en service, les différentes étapes du projet sont utilisées pour affiner une demande de plus en plus précise. Les différentes contributions permettront d’obtenir, au terme du processus, un équipement correspondant aussi parfaitement que possible à une solution optimisée.
Construire le cahier des charges
Que voulons-nous exactement ? L’existence d’une ligne de production précédente, relativement récente et destinée à un usage similaire à la future ligne, installée sur le site d’Aspen, facilite la construction du cahier des charges. La collection d’événements passés, les incidents survenus, les améliorations apportées, mais aussi les évolutions réglementaires, vont enrichir ce cahier des charges jusqu’à un niveau très détaillé.
Dans le cas spécifique de la conception d’un isolateur, plusieurs aspects fondamentaux doivent être pris en compte dans l’écriture du cahier des charges.
En plus des caractéristiques internes et des normes réglementaires, il faut également tenir compte du produit et/ou des caractéristiques du procédé, ainsi que des équipements qui seront connectés à l’isolateur. C’est sur ces axes que l’effort doit être concentré. Bien entendu, les contraintes ergonomiques et de sécurité ne doivent pas être oubliées.

Recueil des besoins spécifiques des utilisateurs
Dans le projet qui nous occupe, afin d’affiner notre cahier des charges, il a été offert au personnel ayant travaillé sur la précédente ligne, des affiches montrant leurs contraintes quotidiennes et les développements futurs attendus. L’objectif était de recueillir auprès de ces utilisateurs finaux, une évaluation complète intégrant les aspects d’ergonomie, qualité, sécurité et performance, avec un accent particulier sur ce qui pourrait être évité ou amélioré.
Les points positifs ou d’amélioration, clairement indiqués par le personnel, ont été intégrés dans le cahier des charges de consultation soumis aux différents fournisseurs.
Le choix du constructeur : partenariat
L’évaluation des réponses des différents fournisseurs devait, en conséquence, être fondée sur une approche technologique claire, répondant à l’expression de ces besoins utilisateur, et combinant autant que possible les innovations technologiques susceptibles d’être offertes en réponse, ou proposant une alternative évolutive. Bien sûr, la proposition technique est capitale, ainsi que l’offre commerciale. Cependant, la capacité du fabricant à offrir un service après-vente de qualité, à proposer des améliorations et à être un véritable partenaire doit également être prise en compte. La clé d’un projet réussi et abouti réside dans le partenariat qui doit s’établir entre le constructeur et l’utilisateur.
Construire un modèle unique pour toutes les étapes de suivi de conception
Pour affiner et suivre le projet, un document unique de suivi sous tableur est élaboré reprenant tous les points du cahier des charges ; il est utilisé comme un document d’enregistrement et de vérification de l’adéquation entre le modèle proposé par le fournisseur et les besoins initiaux déterminés, aux différentes étapes de revue de conception :
• Cahier des charges, expression des besoins des utilisateurs
• Revue de conception
• Qualification de conception
• Etablissement d’une matrice de traçabilité pour les tests de qualification QI/QO.
Conception / État de l’art
Dans le cas spécifique de la conception d’un isolateur, plusieurs éléments critiques doivent obligatoirement être revus :
• Le système de ventilation et de traitement d’air
• Le système de décontamination par VPHP
• Les équipements de transfert
• Les équipements de manipulation
Cependant, dans le cas de notre projet, des besoins très particuliers et inhabituels ont été exprimés auprès du constructeur, tels que des caméras dans l’isolateur, un port d’évacuation de déchets intégré dans le plan de travail et des scanners laser en remplacement des classiques barrières immatérielles.
Autant de sujets pour lesquels le constructeur de l’isolateur doit apporter des réponses et propositions claires et innovantes.
Dans ce projet de la nouvelle ligne de répartition sous isolateur, et pour reprendre les 4 axes primordiaux cités ci-dessus, voici quelques exemples d’éléments de réponse apportés par le constructeur :
• un nouveau concept de ventilation associé à un système VPHP optimisé
• un sas de transfert rapide
• une conception ergonomique de port de gants
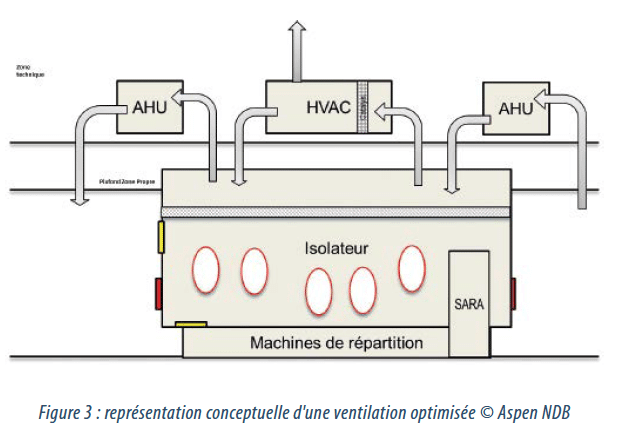

Le nouveau concept de ventilation comporte :
• l’intégration d’un plénum de distribution d’air mieux répartie permettant l’optimisation du cycle de VPHP,
• un système de traitement d’air global en 3 parties séparées ; en outre, l’air traité par le système de ventilation de l’isolateur est prélevé et restitué dans la pièce environnante, permettant des économies substantielles sur le traitement d’air de celle-ci,
• l’intégration d’une unité de catalyseur permettant d’obtenir un temps de cycle VPHP court sans avoir à gérer une extraction d’air ou une prise d’air neuf pour un effet de dilution supplémentaire.
La mise en oeuvre d’un sas de transfert par bio-décontamination a nécessité quelques adaptations techniques en vue d’une complète intégration et visant principalement l’accessibilité à la zone technique des équipements de répartition pour de meilleures conditions d’interventions en maintenance.
L’amélioration apportée par des ports de gants transparents apporte un meilleur accès visuel, capital pour le contrôle du processus et toutes les manipulations dans la chambre de l’isolateur. C’est, en tous cas, un exemple type de sujet usuellement qualifié de mineur, mais qui apporte un vrai « plus » pour l’opérateur avec des manipulations plus aisées et donc plus sûres pour l’environnement et le produit.
Mock-up : avec l’utilisateur final
Comment veiller à ce que tous les éléments requis ou proposés soient compatibles avec l’espace de travail ? Est-ce que les solutions proposées sont robustes ? La réalisation d’un exercice de simulation à taille réelle est absolument essentielle.
À cette étape, nous avons déjà une bonne connaissance de toutes les machines et équipements connexes disposés dans l’espace de travail, leurs emplacements, leurs caractéristiques techniques, les procédés de fabrication et de contrôle devant être effectués dans l’enceinte de l’isolateur, ce qui entre et ce qui sort de l’isolateur.
Le prototype de simulation à l’échelle 1/1 est fabriqué en bois ou en carton à partir du plan réel côté de l’équipement, et intègre des modèles en bois des machines situées à l’intérieur et occupant le volume de l’enceinte.
L’avantage d’un modèle en carton et à l’échelle est de permettre des corrections rapides et précises. L’intégration dans le plan de travail du port d’enlèvement des déchets, dont nous avons parlé plus tôt, a été vérifiée et confirmée après la coupe d’un coin de l’isolateur en quelques minutes. Les éléments de transfert (RTP), les éléments de manipulation (ports de gants, barres suspendues), et l’instrumentation sont positionnés à leurs emplacements finaux.
Mais la véritable valeur ajoutée de la maquette est de laisser les véritables futurs utilisateurs de la ligne faire les manipulations et ainsi de définir/visualiser les opérations telles qu’elles devraient être afin de minimiser les risques de contamination de l’environnement ou du produit en y associant un bénéfice ergonomique certain.

Design Review : “Go” pour fabrication
Nous voici arrivés à la revue de conception, préambule à la qualification de conception. À ce stade, tous les éléments ont été finalisés :
• Dessins, P&ID et plans, modèles 3D
• Spécifications fonctionnelles et mécaniques
• Interfaces avec d’autres installations
• Eléments déterminés lors du mock-up
À ce stade, les détails sont intégrés et il est possible de vérifier l’adéquation de notre besoin avec la solution finale proposée. Tous les éléments doivent être décrits avec précision et comparés aux besoins initiaux des utilisateurs. Les plans et schémas détaillés, ainsi que le P&ID sont ensuite partagés et permettent un niveau de compréhension du processus suffisamment consistant pour commencer à travailler sur la mise en service et les protocoles de qualification.
Au final, la revue de conception constitue l’étape clé permettant d’autoriser formellement le début de la fabrication de l’isolateur.

Fabrication & Assemblage : surveillance
À partir de ce stade, nous entrons dans la phase de fabrication. Cependant, tous les points d’amélioration ne sont pas figés, et il en sera de même jusqu’à la fin complète du projet.
Des visites de contrôle doivent être réalisées, non seulement pour vérifier l’état d’avancement du projet, mais sa qualité, et procéder aux ajustements nécessaires.
Une attention particulière doit être portée sur les détails et les finitions. Les visites de contrôle sont également utilisées pour avoir l’assurance que le matériel sera préalablement testé par le constructeur avant la première étape de mise en service que constitue la FAT.
Intégration des besoins spécifiques : Exemples d’applications
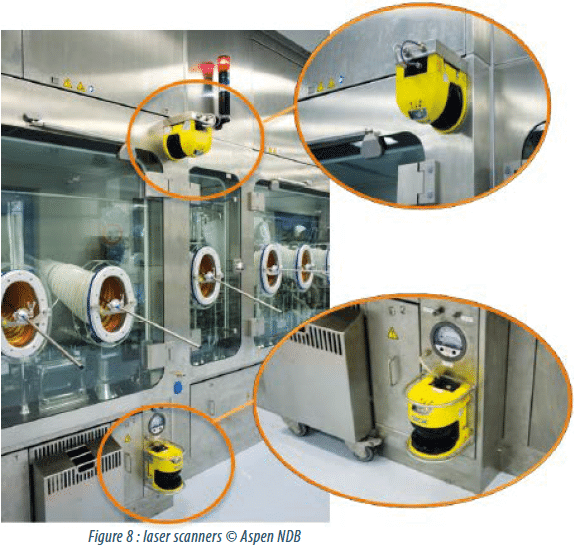
Scanner laser
Les scanners laser offrent une sécurité importante et assurée pour les utilisateurs. Ils permettent de libérer un espace de travail suffisant pour une manipulation plus facile. Et comme chacun sait, cela signifie également moins de risques pour l’environnement et le produit.
Dans notre cas, deux types de scanners ont été utilisés ;
le premier à balayage vertical, assure la sécurité de l’accès à la chambre de l’isolateur par coupure des mouvements mécaniques lors des phases de production. Le second à balayage horizontal, permet de libérer l’espace pour les extenseurs de gants lors des phases de bio-décontamination.
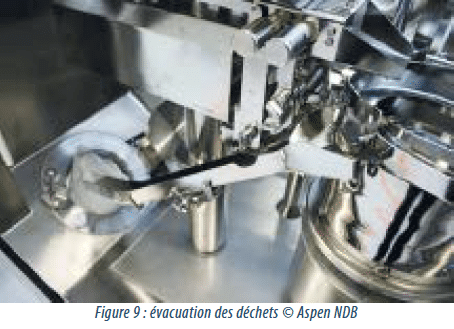
Port d’enlèvement des déchets
Le port d’évacuation des déchets (RTP) est entièrement intégré dans le plan de travail.
Une goulotte d’évacuation mobile, reliant le bol de bouchons à ce port RTP a été ajoutée afin de permettre une vidange aisée et un vide de ligne facilité, et surtout sans manipulation directe de l’opérateur.
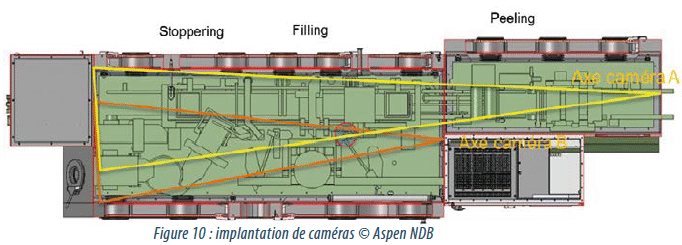
Caméras
Les caméras sont utilisées pour vérifier les intrusions dans la chambre de l’isolateur principalement pour les media-fills. Les données (images) sont enregistrées et stockées numériquement. Ces caméras peuvent également être utilisées dans une routine de diagnostic facilitée.
Conclusion
Concevoir étroitement un équipement en partenariat avec le fabricant tout au long du processus du projet est la règle clé pour une réalisation en ligne avec les besoins des utilisateurs et leurs optimisations.
L’important dans la conception d’un isolateur de production est de ne pas perdre de vue son objectif principal : protéger le produit et son environnement de réalisation. Tout le travail accompli doit être axé sur des améliorations permettant une utilisation simple et aisée par les manipulateurs et des interventions facilitées et maitrisées. Aucun besoin exprimé ne doit être d’emblée éliminé.
Chaque sujet doit être réfléchi en partenariat avec le constructeur afin d’y apporter une solution ou une alternative satisfaisante.
Aujourd’hui, notre ligne de répartition de seringues est opérationnelle et en pleine activité. Elle contribue pleinement à répondre aux besoins actuels des marchés et permet au site d’Aspen Notre-Dame-de-Bondeville d’offrir une capacité de production ouverte à de nouveaux marchés et des nouveaux clients au plus haut standard qualité.
Certains utilisateurs de cette nouvelle ligne, travaillant auparavant sur la précédente, ont participé à ce projet depuis la phase de mock-up.
Beaucoup d’autres sont arrivés tout récemment. Mais tous reconnaissent les améliorations et peuvent exprimer leur entière satisfaction.
Quelle meilleure preuve d’une conception réussie que la satisfaction et la reconnaissance de l’utilisateur final ?

Lionel QUINTON – ASPEN
lquinton@fr.aspenpharma.com
Partager l’article
Glossaire
P&ID : Process & Instrumentation Diagram
FAT : Factory Acceptance Test
RTP : Rapid Transfer Port
VPHP : Vapor-Phase Hydrogen Peroxide
QI/QO : Qualification à l’Installation/ Qualification Opérationnelle
