
Summary
- Metrological verification of air particle counters: constructing a test bench to measure counting efficiency according to ISO 21501-4.
- On the importance of monitoring the parameters of the treated water supply used in the manufacture of water for pharmaceutical use on production premises.
- New technologies for single-use biopharmaceutical process flow measurement
- The Calibration of Embedded Sensors
- Cleaning and disinfection - A one or a two steps process or scientifically justified ?
- Updated regulations on FDA acceptance of medical device clinical data in effect soon.
The metrological verification of air particle counters must be carried out following the manufacturer’s recommendations. However an important point is the verification of counting efficiency which is defined by the ISO 21501-4 standard.Here we describe a way of implementing this difficult test.

Air particle counters that use optical diffraction (Light Scattering Airborne Particle Counters [LSAPC]) are equipment items that allow particles in samples of a given volume of gas to be counted. The counts performed in this way are “allocated” to size classes.
The fields of application are varied. In general these involve industrial activities where the cleanliness of the production environment is important. For example: the pharmaceutical industry, the agrifood industry, hospitals, research, space, armaments, etc.
The most classic case is the pharmaceutical industry sector, where companies producing injectable products, use clean rooms whose efficiency in terms of particulate contamination must constantly be checked. It is then appropriate to have a reference document, for example ISO 14644-3 and high-quality equipment to evaluate the parameters required by the standard.
Beware: optical particle counters are not really measurement devices, they are counting devices. But although their secondary function is to classify particles by size class which can resemble a dimensional measurement, their expected function is indeed the counting of individual particles. The notion of measurement uncertainty is therefore inappropriate, and we will discuss counting quality from the perspective of counting efficacy, the subject of this article.
1. The principle of the optical particle counter
A low pressure system ensures constant flow sampling. The flow sampled in this way is coincidentally subjected to a light beam, sometimes of white light, often of coherent laser light. The particles thus illuminated, by light diffraction, by means of an elliptical mirror, transmit pulses of light to a sensor which transforms the light into electric pulses which are counted and classified in voltage amplitude categories and therefore sizes.

2. A quality standard for optical particle counters: ISO 21501-4
Around twenty years ago, it was not rare to hear particle counter users expressing their consternation: “I have several particle counter models, all are subject to regular metrological checks conducted by people I consider conscientious, and despite everything I do not have two devices which give similar results!“
The ISO 21501-4 standard has the objective of reducing differences between devices and of giving accurate counts.
This standard is a standard for experts (not very accessible to non-initiates) applicable primarily to Designers-Manufacturers of particle counters, but also to laboratories which carry out tests of compliance with the standard, and finally, to laboratories which perform metrological verification on a routine basis.
Beware: this standard does not in any way replace the metrological verification instructions of the Manufacturer, which remains the reference document for carrying out metrological verification and adjustment operations.
A particle counter of an old design can be perfectly compliant with the standard. Likewise, a particle counter of recent design can be non-compliant with the standard (although this is fairly unlikely, but has already been observed). It is therefore not necessarily useful to replace an old particle counter for this reason, it is simply necessary to test its compliance with the standard.
Beware: compliance with the standard is not sufficient, it does not cover all specific cases of malfunctions and potential deviations. A metrological verification should be carried out following the manufacturer’s instructions with adjustment, then subsequently run a test of compliance with the standard. Likewise, the “preventive maintenance” element and early detection of malfunction are not to be taken lightly with this equipment which is often used for highly critical applications.
The standard describes in technical details the parameters to be verified and their acceptable limits.
The parameters considered are:
- Sampling flow.
- Counting efficiency.
- Verification of size setting accuracy.
- Size resolution.
- False counts with respect to the total absence of particles.
- Response speed.
- Sampling time.
- Maximum acceptable concentration.
- Size calibration. (not to be confused with “size setting accuracy”).
The purpose of this popular science article is not to deal with all these parameters, but just one of them, certainly the most important: counting efficiency.
Counting efficacy tests measure put their finger on the problem! Optical particle counters have relatively respectable performances when counting large size particles. It is completely different when the size diminishes and approaches the critical size (the smallest size that the particle counter can detect).
There is an essential and mercenary relationship between this critical size and the cost of device manufacture. If the manufacturers were cheating, this would probably be regarding the laser power and, therefore, regarding the real critical size, but… in the pharmaceutical field trust is out of place.
This counting efficiency test will identify the boundaries of detection sensitivity within acceptable limits.
Particle counters are imperfect, numerous parameters complicate detection and especially the determination of size class: factors of shape, the nature of the material of which the particle is composed, color, fluorescence, etc. … Nevertheless, from a statistical point of view the results of counts are rather respectable. An essential principle in the world of metrology is to compare one measurement device with another, deemed to be better. In the area of numbering, some people carry out counting efficiency tests by comparing the counter, therefore the imperfect device, with a counter, of the same type and sometimes even the same model!
There are three rules for building an effective counting efficiency test bench:
- Perfect mastery of the test aerosol.
- Having a “perfect” reference counter that can be linked to a physical parameter.
- Joint validation through inter-laboratory tests.
3. Perfect mastery of the test aerosol
Generally to have the best chance of success, PSL (Poly Styrene Latex) particle standards are used. These particles are perfectly spherical, homogeneous, with a known diffraction index and a “tight” coefficient of variation of the diameter in the order of 1%: everything that is needed to please a particle counter.
It does not stop there, we want a super test aerosol, that is with a size distribution that is much “tighter” than the basic PSLs and also that the electric charges acquired by these particles are unit charges and oriented towards a single polarity.
We will use a differential mobility analyzer or DMA: this is an equipment item which will select particles according to their size and their electrical characteristics associated with the acquired charges.
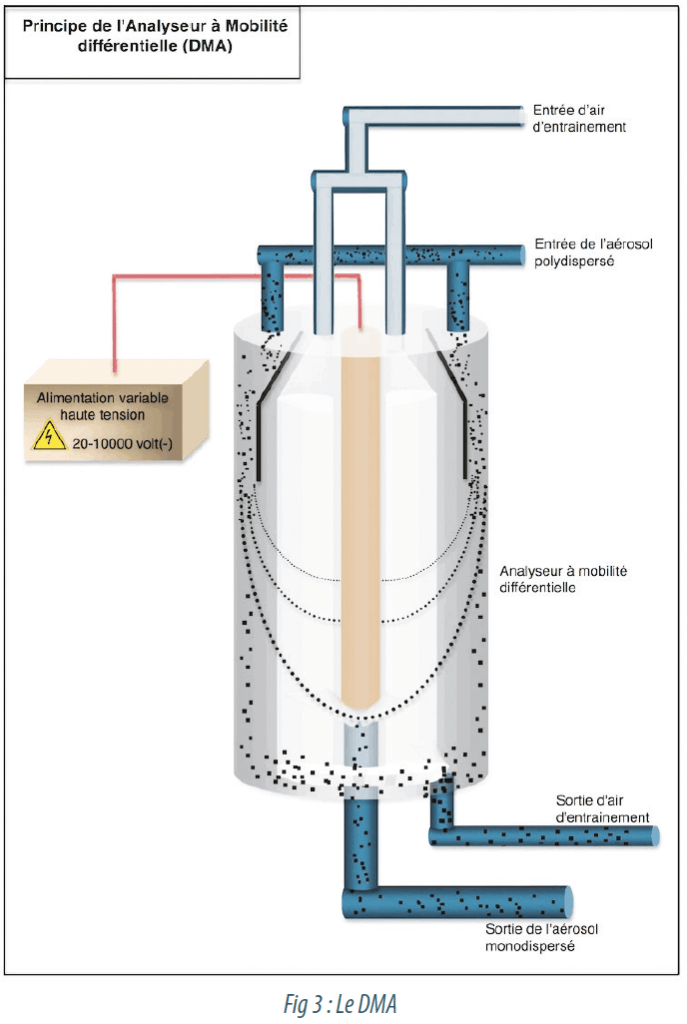
A PSL aerosol is created upstream by a conventional aerosol generator. This aerosol will then be equilibrated using a radioactive source such as Krypton 85 or X ray so as to neutralize the aerosol as a whole.
The particles are then injected into an ”air conveyor belt” (Sheath Flow or entrainment air) which will entrain them at a variable, defined speed, they become mobile. In parallel they are subjected to the presence of a highly negatively polarized electrode with a voltage which varies from 0 to 10,000 V.
The heavier and therefore larger particles entrained by their mobility will naturally find the “losers” exit route, they are not selected.
The smaller particles, if they have a positive polarity will be irresistibly attracted by the central electrode, they will collide with it and remain captive.
“Perfect” particles in terms of size, polarity orientation and electric charge will take the exit route of the ”chosen” to be selected as they possess perfect electrical mobility.
To vary the size of the aerosol selected you just need to play with the voltage of the central electrode and the entrainment air speed.
4. An almost perfect particle counter: the CNC
CNC for Condensation Nucleus Counter is a classic optical particle counter which has in its inlet has a device which will artificially enlarge the particles.
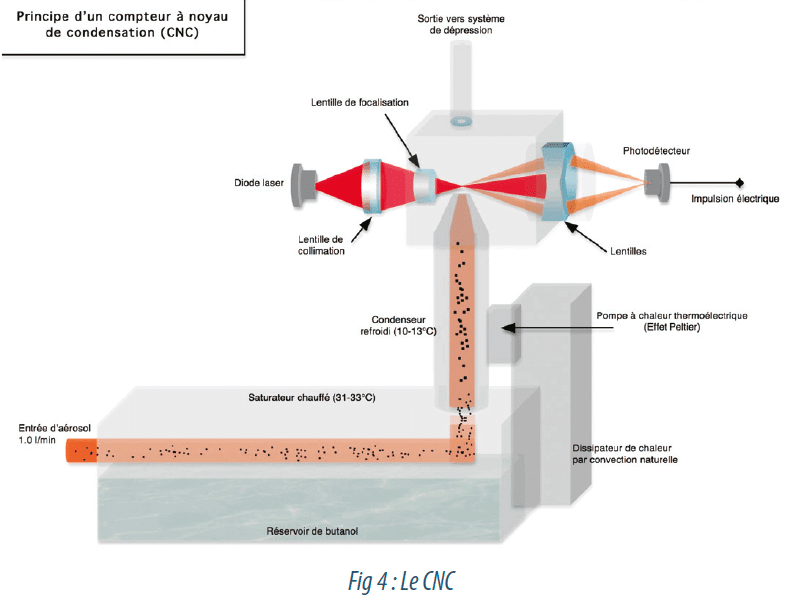
The principle consists in putting particles, which at this stage we will call condensation “nuclei”, in an ambience saturated with butanol vapor.
A condensation phenomenon then comes into play. Condensation takes place around small “nuclei”.
A condenser cools the air formed in this way to make “beautiful” large spherical particles which are composed of small “nuclei” surrounded by a coat of liquid butanol.
Independently of their initial sizes all these particles display the same size class on exiting, between 10 and 15 µm.
The optical part of the particle counter then has the easy job of counting these “monsters” which do not really pose any problem of detection.
The CNC is not perfect, but it works with individual particles which are “ideal” and which position it in a “perfect” field.
The problem is that we have no idea of the initial particle size, but, the aim is just to count accurately!
5. Linking a number of individual particles to a physical parameter: the electrometer.
Optical particle counters work along two lines: for the secondary function particle size, therefore a physical size (the dimension being the meter) and for the main function: counting.
Regarding diameter measurements, we have reference materials with certification from a certifying body: the famous PSL particles which are generally certified by the NIST that we will improve with the DMA.
Regarding counts, this is completely different, there is no certified standard of particle numbers suspended in a gas.
We therefore use the following artifice:
The aerosol that leaves the DMA is very monodispersed, but also has the capacity to acquire an electric charge and one only.
The continuous input of particles and therefore the input of electric charges generates an electric current. Electrical intensity with its unit which is the ampere (A) represents a physical value.
We will then use a physical particle collection system (an absolute filter) which is also an electric charge recovery filter (modified absolute filter with among other things a metal carcass). The intensity value collected in this way will be measured with an ammeter and this current will be directly proportional to the input in terms of particle number (concentration).
The current detected will be extremely low and would not power a household mixer, far from that. Here we come close to the basic charge of the electron. The ammeter used will be a sub-femto ammeter with a sensitivity in the order of 1.10-17A.
The use of this equipment requires infinite precautions in terms of the impact of the ambient environment, with electromagnetic “tranquility” being particularly important. Use of the Faraday cage is recommended.

The electrometer will not be a routine standard, but a benchmark standard which will serve to validate the performance of the CNC which will be used as it is.
6. The counting efficiency test bench
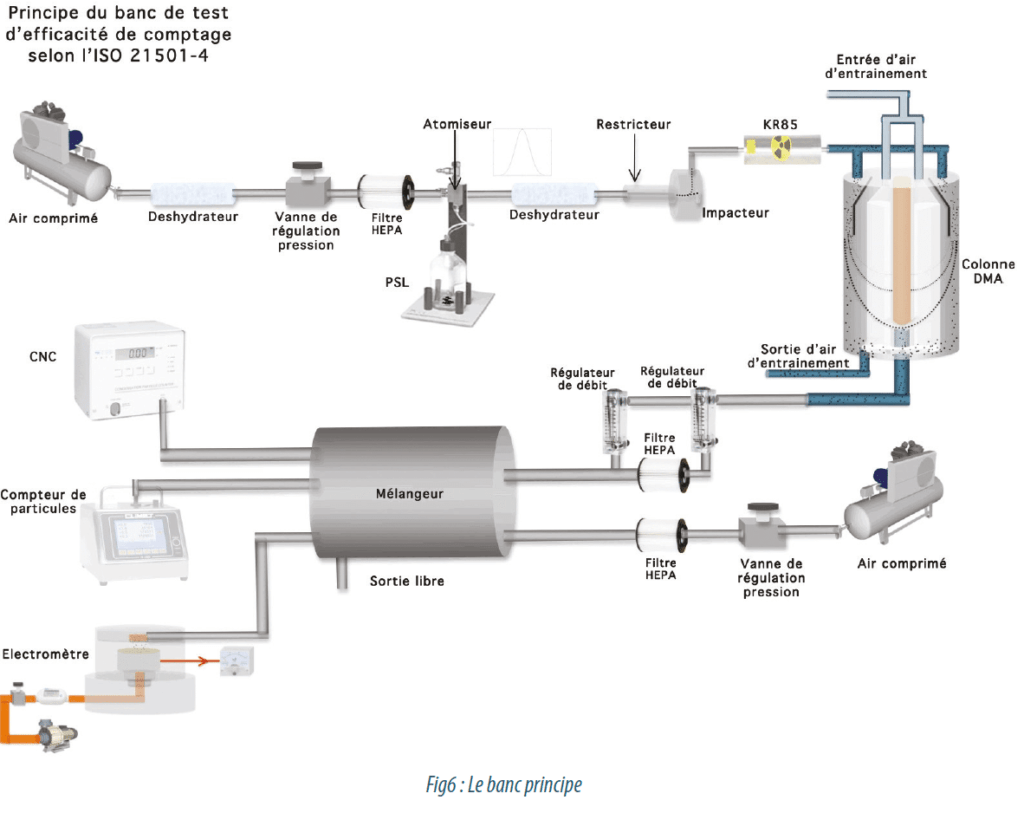
The components of the efficiency test bench: from inlet to outlet:
- An aerosol generator is used with a standard PSL solution.
- A dry aerosol is generated in this way.
- A stage impactor removes unwanted particles, spray residues, debris or dilution water pollution, from the aerosol.
- The aerosol passes through the Krypton 85 or X ray source so as to impose electrical equilibrium (see the work of Boltzmann).
- Once the aerosol is equilibrated, is ready to be injected into the DMA.
- The DMA selects particles to generate a “super aerosol” with excellent size distribution and the electrical characteristics already mentioned.
- The aerosol created in this way is diluted in a dilution bridge before being injected into the mixing chamber.
- The particles are distributed in a uniform manner by a pseudo-Brownian motion phenomenon (beware: homogeneity must be subject to validation).
- The aerosol is made available to the electrometer which measures a current.
- The CNC indicates a precise concentration which is validated by the electrometer.
- The device under test also samples this same aerosol.
Subsequently the ratio between the CNC count and the device under test is established, while taking account of the characteristic flows of the different devices to obtain counting efficiency.
7. What the standard requires in terms of counting efficiency

The test must be carried out on two sizes:
- At the critical size (the smallest size detectable by the OPC)
- At a size 1.5 to 2 times the critical size.
The expected values are:
- For the critical size: 50% +/-20%
- For the size 1.5 to 2 times the critical size: 100% +/-10%.
8. Validation of the bench
1) Homogeneity test of the mixing chamber
The homogeneity of the mixture can easily be demonstrated by simple permutation of the outlet points and comparison of results, while taking account of the differences in flows characteristic of the three equipment items.
2) Evaluation of uncertainties
All uncertainty evaluation tools for efficiency tests are now detailed in the new version of ISO 21501-4 V2018. In general, the size measurement uncertainties are very good (in the order of 0.1% of the nominal size). For numbering, the uncertainty is in the order of several percent, conversely inter-laboratory tests show better results.
3) Computer validation
Any software that produces calculations and/or formatting must be validated using a conventional method on a multitude of tests comparing the output results returned by the software and the results produced by a reliable recognized calculation system (for example Excel), totally independent of the former.
4) Need to carry out comparative into laboratory tests
An inter-laboratory comparison program at national or international level should be set up. In this program technologies different from those of this bench should not be excluded, the technology used matters little, only the final counting efficiency result counts.
5) Regular audits
A regular internal audit system must be set up to check practices and the metrological deviations between each regular calibration.
Conclusion
not a simple affair. The costs involved can quickly become significant without forgetting the technical and regulatory adversity linked to the possession of a source of ionizing radiation. It is thus difficult for a user of clean rooms to envisage starting up such an initiative.
The use and exploitation on a daily basis of optical air particle counters requires appropriate training. The oversight bodies have a tendency to make the use of OPC a sort of textbook case the device is sometimes so atypical.
Counting efficiency tests are really valuable, but the metrological verification initiative cannot stop there. The application of the manufacturer’s metrological verification procedure in its totality allowing for adjustments is imperative.
Likewise, preventive maintenance allowing for the early detection of defects in wearing parts (laser, turbine, battery, back-up battery, etc.…) is important. A final remark again on the updating of embedded software (firmware) which, if it is not up to date, can use outdated calculation algorithms.
Partager l’article


Philippe BIARD – INTERTEK
philippe.biard@intertek.com
Bibliography
ISO 21501-4: Standard: Determination of particle size distribution — Single particle light interaction methods — Light scattering airborne particle counter for clean spaces
ISO 14644-3 : Norme :Standard: Cleanrooms and associated controlled environments — Test methods
Boltzmann: Physicist 1844 – 1906: Father of statistical physics
Glossary
COP: Optical Particle Counter
CNC: Condensation Nucleus Counter
LSAPC: Differential Mobility Analyzer Counter : Light scattering aerial particle counter
DMA : Differential Mobility Analyser : Analyseur à mobilité différentielle.
PSL: Poly Styrene Latex: Polystyrene latex sphere standards
KR 85 : Krypton 85
HEPA : High Efficiency Particulate Air: High Efficiency Particulate Air Filter
