


Summary
- Quality Assurance & Production: impacts of the new GMP Annex 1.
- Should a visual inspection expert also be a vision system technical expert?
- Residual level of hydrogen peroxide present in isolators during sterility tests: What is the impact on the data generated?
- Advanced Therapy Medicinal Products based on bacteria.
- Supplier & End-User Disinfectant Qualification Comparison for Cleanrooms
- Feedback on the purchase of BFS fillers for a site specializing in PFS.
Should a visual inspection expert also be a vision system technical expert?
In a few years, visual inspection has become an aspect of Pharmaceutical Production on which increasing emphasis is placed. It is in fact at present considered one of the fundamental elements of a high quality injectable production system ensuring the safety of medicines and is no longer just a means of detecting and removing defective items produced upstream.

In recent years there have been many changes in this field with, in particular, the publication of new directives already in place (USP 1790) or approved (GMP Annex 1, FDA guidance), as well as many conferences dedicated to visual inspection.
The development of automatic visual inspection has also generated a considerable need for technical expertise allowing the reconciliation of the search for an optimal detection rate and acceptable returns as well as ensuring equipment maintenance over time.
Visual inspection has at present, because of this, very broad implications both in terms of quality and technical expertise.
In this context, we have been led to ask ourselves the question of the difficulty of being both an expert in visual inspection strategy and a technical expert, particularly for automatic visual inspection.
1. The visual inspection expert
To meet growing demands in this field, most industrial sites have developed the position of visual inspection expert responsible for defining, implementing and developing strategy. This expertise requires both a good knowledge of the different regulations relating to visual inspection but also, in view of:
- the very substantial changes currently taking place in the field
- the sometimes very considerable time frames needed to adapt strategies
- the possible interpretation of certain texts.
It is more than desirable that this expert should take part in visual inspection events and develop a benchmark network allowing them to fully understand expectations and to maximally anticipate future expectations. Beyond the correct interpretation of texts, the expert will need to put in place and develop visual inspection strategy in the broad sense.
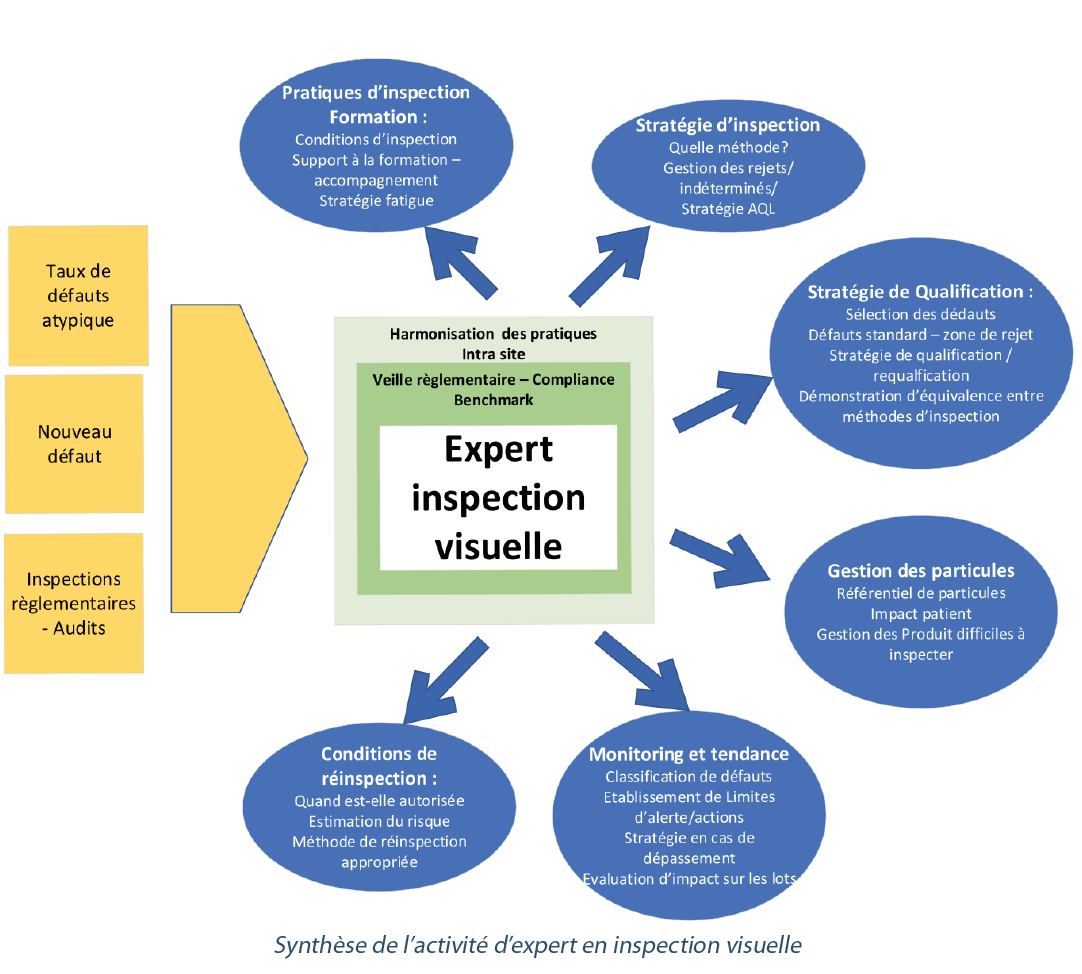
A robust visual inspection strategy must cover numerous aspects and has ramifications in various areas of the production of injectables. The expert must define and support:
The inspection strategy in itself with among others, the need to define:
- The most appropriate inspection method for new products/containers,
- The need or absence of need for a second inspection depending on process maturity and the associated risk of false rejects,
- How to manage rejects according to the method selected (destruction, reprocessing),
- Management of statistical sampling – associated AQL and management of non-compliances.
The implementation of the fault assessment process among others:
- How/how many of these to classify
- How to use the classification data:
– determination of alert/action limits
– maintenance of limits over time
– strategy in the case of that limits are exceeded / batch management.
Reinspection strategy:
- Under which conditions is it authorized?
- Evaluation of fault detectability / estimation of residual faults / risk assessment
- Which reinspection method is possible?
The qualification strategy involving, among others:
- The determination of faults to be looked for,
- The establishment of standard faults and the determination of the rejection zone necessitating the implementation of detection probability studies,
- The choice of faults selected for qualification,
- The roll-out of qualification (runs, fatigue management, response in the case of non-compliance etc.…),
- The comparison of inspection methods.
The establishment of a particulate management strategy involving:
- A knowledge of particles generated by the manufacturing process and of their potential impact on the patient
- The management of atypical particles
- The management of products that are difficult to inspect
Training and support of staff with in particular:
- The definition of inspection conditions (light level, background color, rate of inspection, motions appropriate to fault detection),
- The provision of adequate supporting materials (faults library, training kits),
- The incorporation of fatigue
In addition, very often, in case of atypical faults, they take part in technical investigations involving the different players in the manufacturing process to help to determine the root cause of the fault as well as how to prevent it.
They will also be consulted in case of the detection of a new fault or of any event outside the standard production framework.
The visual inspection expert therefore must have a solid knowledge of their manufacturing processes and of all strategies in place to ensure a robust process and must be capable of determining whether their process is still appropriate in the event of change.
In this context, it is necessary that they have a minimum level of technical knowledge that allows them to understand the functioning of automated visual inspection equipment in order to be able to decide on a qualification or reinspection strategy for example.
2. The vision system technical expert
The functioning of the vision systems of current automatic inspection machines is specific to each supplier. However, they essentially have the same basis: they start from an image that is pixelized by the vision system in different shades of gray and which is processed according to different parameters to allow the detection of faults.
There are generally 3 configuration cases in a vision system depending on the faults being looked for Search by:
- quantity for pixels in a non-acceptable color (e.g. stain),
- measurement for a distance in pixels between two points in the image ( e.g. needle guard not properly fitted),
- comparison for images of the same sequence (e.g. particle in the solution).
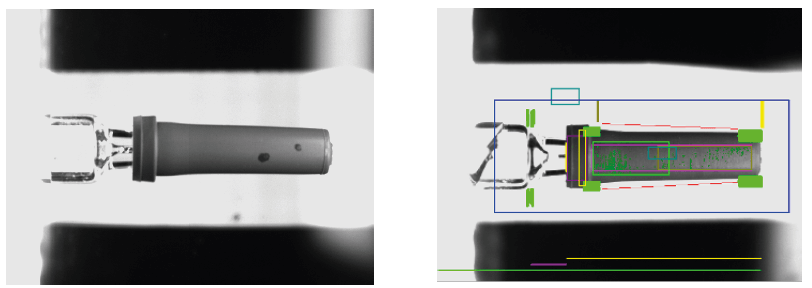
Let us take the first case with a “needle guard stain” fault on a syringe to better understand the role of the vision system technical expert. Detection of the fault is linked to a large number of parameters that form the basis of the visual acceptance test.
Step 1. The areas related to the fault must be determined by positioning the search windows.
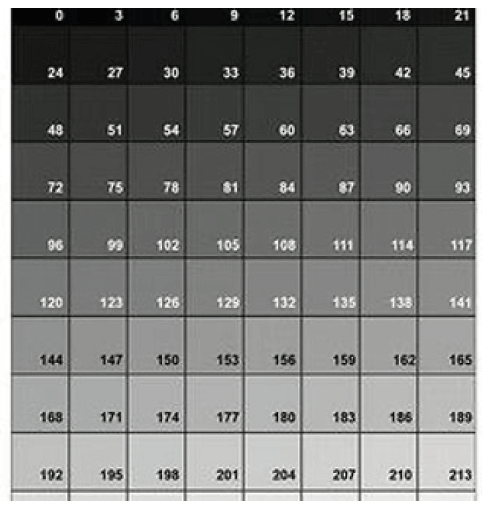
Step 2. The vision system pixelizes the image in grayscale.
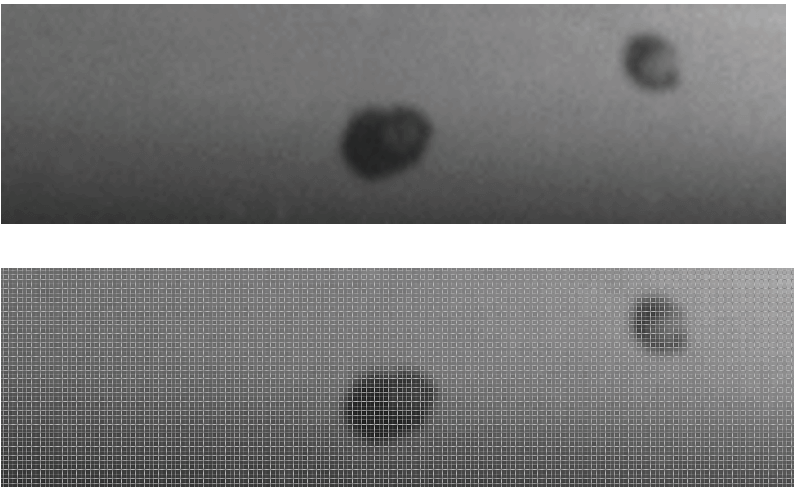
Step 3. The “needle guard stain” fault is defined by a color different from the needle guard color. For this, it is necessary to determine from which shade of gray we will consider the fault unacceptable.
Step 4. Following the selection of the shade of gray from which we will consider there is a fault, an image is created by the vision system in black and white pixels.
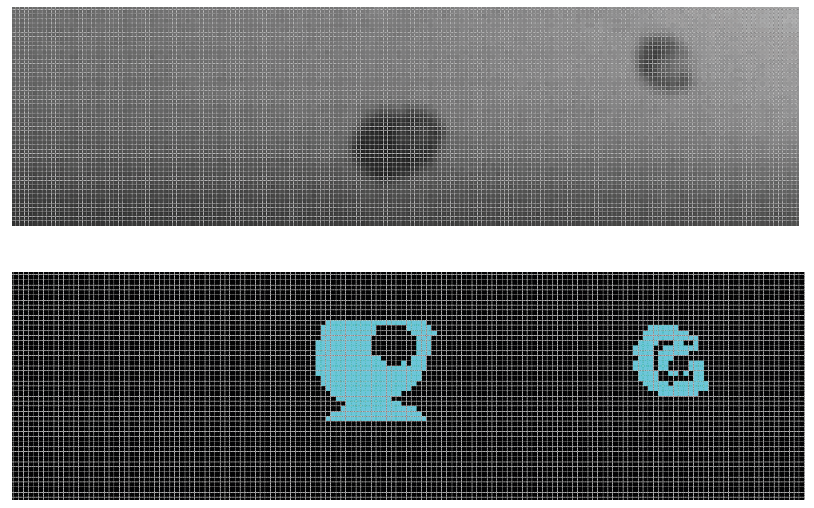
Step 5. The fault is defined by a size, that is to say from which point we will consider that the fault is unacceptable. This size corresponds to a surface area that is determined by a concomitant number of pixels.
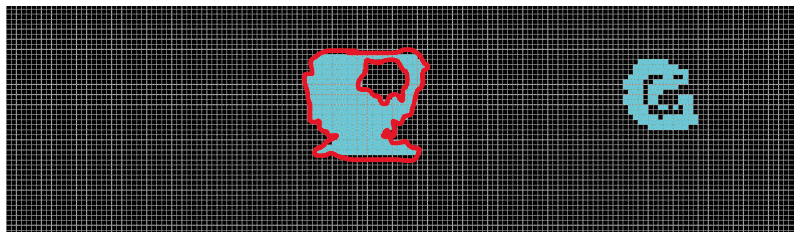
Step 6. The last step is the transfer of the fault identification (in red) onto the image.
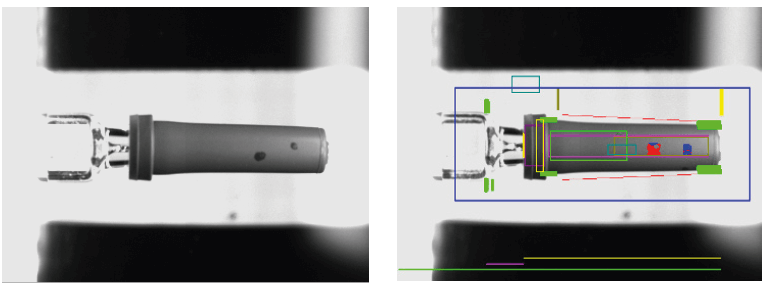
In summary, if we take the case of the search for a fault of the type “needle guard stain”, the vision system will search, in defined windows, for a certain number of pixels of a specific gray level corresponding to the size of the stain classed as a fault. This configuration is the responsibility of the visual inspection expert.
The stain type of fault is considered as being easy to configure. The search for some faults is more complex to configure in terms of the visual acceptance test, as it is necessary to also work on the rotation speed of the container inspected, the number of photos taken, the comparison of images with each other, etc.
The visual inspection expert must find the right medium to detect faults according to the company’s faults catalog, with detection results comparable or superior to humans during equipment qualification (impact on product quality/patient), while limiting false rejects (economic/patient impact by non-supply of the medicine).
In the case of an open vision interface, it is important to have a visual inspection technical expert on site who will be able to:
- create acceptance tests for new volumes or products,
- create new detection parameters in the case that a new fault is discovered,
- improve fault detectability,
- improve existing acceptance tests to limit false rejects.
3. The difficulty in reconciling the two areas of expertise
It may sometimes be considered that a visual inspection expert should also be a vision system expert. As we have seen previously, these two activities require totally different skills.
The visual inspection process expert will have to have an overall view of all processes, be capable of cross-disciplinary communication both within their company and externally, of conducting regulatory surveillance and of frequently interacting with regulatory agencies. They must also retain sufficient perspective to distance themselves from their company’s practices and be able to gauge them in light of the constant developments in the field.
The vision system expert should have advanced technical skills, spend a lot of time on the ground to fully understand their equipment, create acceptance tests, develop them, support daily investigations in the event of atypical faults, organize technical tests and the implementation of changes, ensure equipment qualification and its maintenance over time.
In both roles it is necessary that they have time to continue to increase their skill level so as to not lose their knowledge base and to continue to add to it.
4. Conclusion
The roles of the visual inspection expert and that of the vision system expert are complementary. It is important for the visual inspection expert to understand how the vision system functions to best decide on strategies. Likewise, it is important that the vision system technical expert is familiar with regulatory requirements and good practices to understand the importance of their role and utilize their skills.
Theoretically, a vision system technical expert may be a visual inspection expert and vice versa. However, in light of the skills range and the time necessary to carry out their professional activities correctly, the two are difficult to reconcile in one person. The creation of a two-person team of experts working in synergy in the very specific field of visual inspection clearly constitutes an added value for the company.
Share article



