
Summary
- Control strategy and robotics: the future of production sites?
- Robotized loading of cartridges at Lilly
- Small, flexible filling and packaging systems - using robots could mean great benefits
- Automated and instantaneous enumeration of viable microorganisms with Red One™, solid-phase cytometry platform
- Method analatycal performance strategy in commercial quality control laboratories
- “Replicate strategy*”: but what is it exactly?
- A3P International Congress 2020: Feedback and key messages from the Annex1 revision process panel discussion
- Regulatory compliance: a re-evaluation of strategic subcontracting relationships in the “new normal”
Robotized loading of cartridges at Lilly
The deployment of robotics is increasingly picking up pace. Previously it was best known in industries such as the automobile industry. Today it is also expanding in the medical field with surgical robots, for example, as well as in the pharmaceutical industry.
This article elaborates on a cartridge loading application that we have implemented on our automatic inspection lines.

At industrial level, robotics provides several benefits:
- Ergonomic benefits either by assisting operators in their tasks, or by performing all or part of tasks so allowing operators to carry out other activities with higher added value.
- Productivity benefits by allowing the accommodation of higher production speeds.
A cartridge is a small vial with a diameter of around 1 cm which is filled with a drug solution. After filling and crimping, it is stored in a Akylux1 box which contains 330 of these. The small diameter of the cartridges and the flexibility of the Akylux mean that they can be tipped over easily in response to a slight push.
The loading of cartridges at the entrance to the scanner onto the loading table is easily feasible for human beings who will themselves be able to stand any cartridges up if they fall over, and to adapt their handling according to what they observe. The robotization of an activity such as this is a real challenge. This lies in the capacity of the solution to accommodate all of the variability caused by the flexible container, the dimensions of which may vary, the cartridges which may be laid on their side, the quantity of cartridges which may vary, the sealing provided by a label attached manually, etc.
For the activity in question, robots depalletize the Akylux boxes, scan the bar code so that the box is recorded electronically, cut the labels that seal the container, remove the lid, remove the box base, unload the cartridges onto the infeed conveyor of the scanner and transfer the lid and the box base to the scanner exit point so that they are refilled with cartridges after inspection.
A little demystification … the components of a robot
A robotic solution is composed of one or more robotic arms and conventional mechanical equipment.
The robotic arm can do nothing on its own, it must be driven by a computer system that will actuate its different motors so as to give it life.
At the end of the robotic arm, a tool equivalent to a human hand will be added and will carry out the gripping of objects or an operation, such as an incision in surgery or welding in the automobile industry.
The cartridge loading application
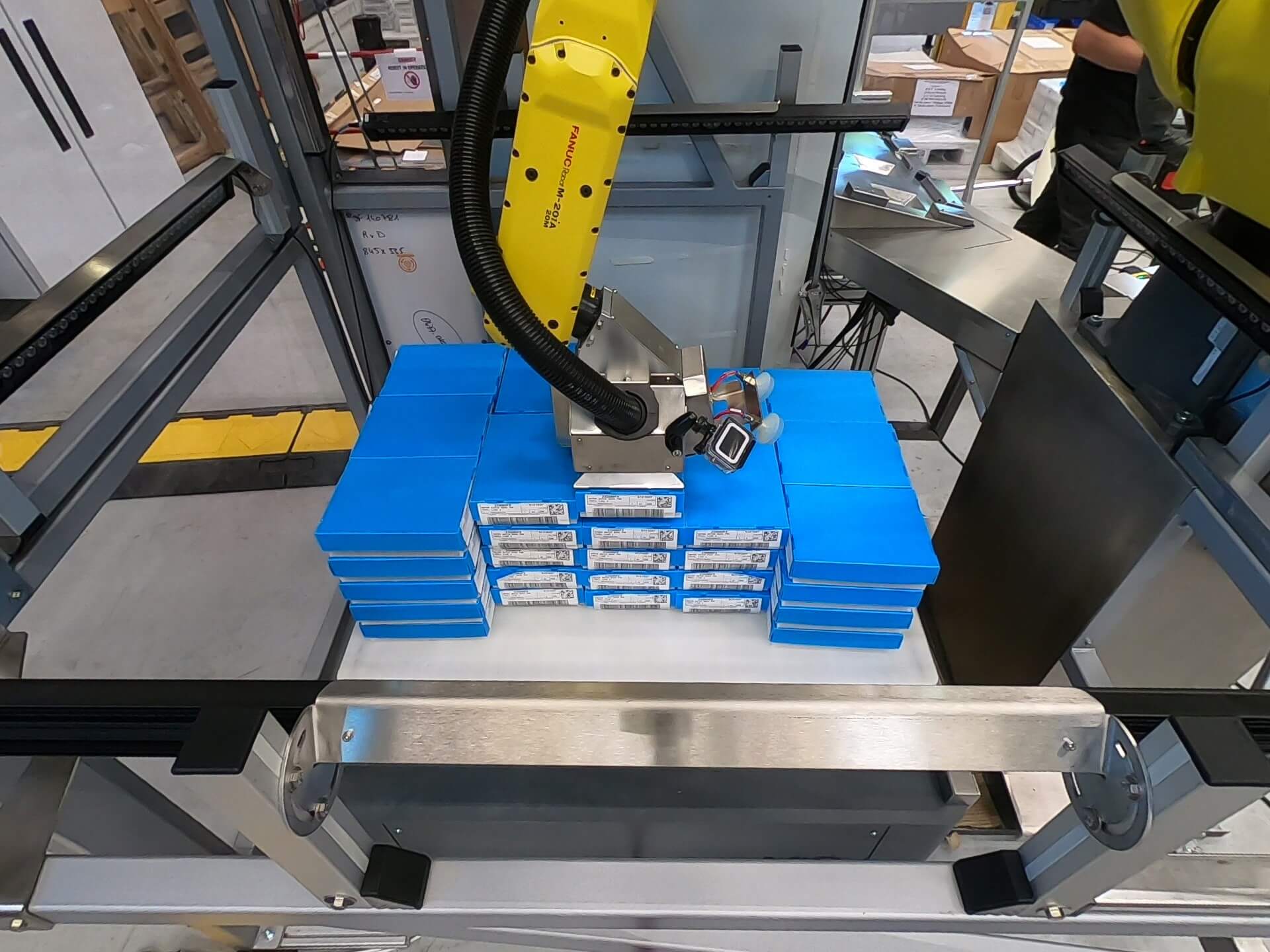
The application is composed of three robots which perform one or more operations.
Robot 1 (Photo 1: yellow) depalletizes, presents the boxes to the reader to read the bar code, transfers the box onto blades to cut the sealing label and moves the box base and lid onto a conveyor to be reused at the line exit point.
Robot 2 (Photo 1: green on the right) empties the trays or moves them into the reject area if they are not compliant. We will see this idea of compliance presently.
Robot 3 (Photo 1: green in the centre) maintains pressure on the cartridges which are loaded onto the line so that they don’t tip over.
Depalletizing
The robot does not know in advance where the Akylux boxes are in the tray.
Even if the palletizing plan is known, it is necessary to locate the box precisely so that the robot can catch hold of it correctly. Here, a 3D vision system is used to identify the placement of each box with millimetre accuracy.
The depalletizing robot tool is equipped with suction cups to lift the boxes.
Scanning of bar codes
The robot presents the bar code to a reader which will read this bar code and record the loading of its content onto the line electronically.
Cutting of labels
The robot transfers the box onto two blades which will open the box so allowing the lid to be removed during the following step.

Removal of the base and the lid
The depalletizing robot handles this job. Its tool is fitted with two additional suction cups allowing it to remove the base of the previous box before setting down a new box, then to set down the new, full box, then to remove its lid.
Unloading of cartridges
The unloading of cartridges is the trickiest operation. As highlighted at the beginning of the article, the diameter of the cartridges is small which does not make them very stable. A vision system detects cartridges that are on their side or leaning over.
This system is novel as unlike conventional vision systems which require explicit instruction via the programming of faults, here the system relies on artificial intelligence.
The programming principle is simple, it suffices to show the system images that are considered good and images that are considered unacceptable and it constructs a sorting algorithm.
Once the box is considered good, the difficulty continues as the robot must insert a U-shaped tool into the box without knocking over a cartridge. Here the robot’s accuracy to a tenth of a millimetre is critical, as is the wiggling movement that it performs to ensure the success of the operation.
Le maintien des cartouches en position verticale
Le robot 2 qui vide les cartouches et le robot 3 qui les maintient vont se relayer tout en suivant l’avancement du tapis de telle sorte à ce qu’à tout moment l’un ou l’autre assure une pression et ainsi prévenir la chute de cartouches en arrière.
Maintenance of the cartridges in the vertical position
Robot 2 which empties out the cartridges and robot 3 which keeps them upright act in alternation while following the progress of the conveyor in such a way that at any moment one or the other exerts pressure, so preventing the cartridges from falling backwards.
Cycle time
Cycle time is an important factor to take into account. Where humans can adapt to optimize operational time, robots perform operations sequentially and it is relatively impossible to reduce the time taken.
It is therefore important to check this time at the risk of finding yourself with a production speed slower than that expected.
Cobot versus Robot
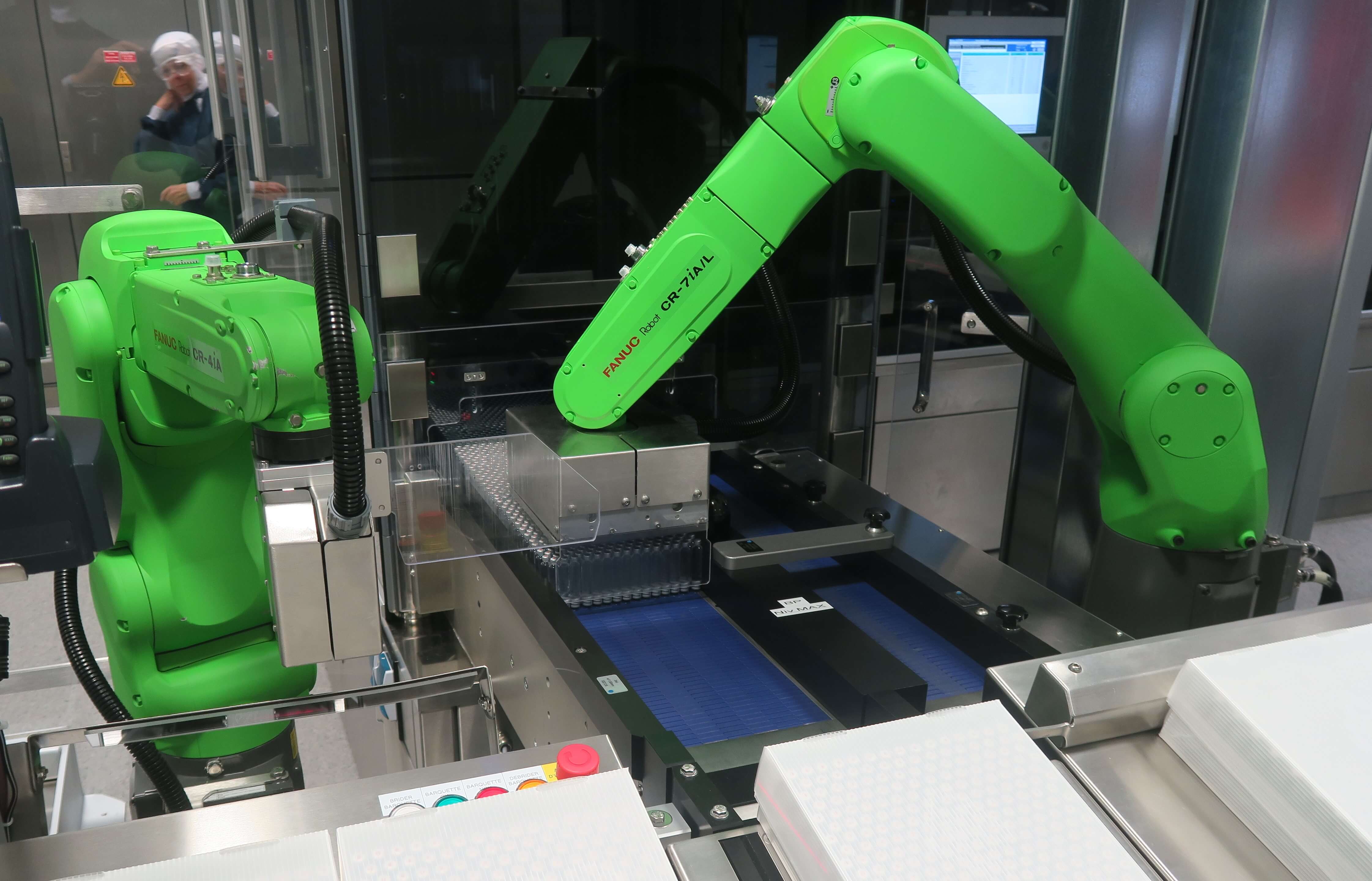
Robots exert significant force which can seriously injure operators.
Cobots provide a solution to this problem by detecting the force applied using sensors, in such a way as to stop before causing injury.
Cobots do not have inherent knowledge of the degree of force that can cause injury. There are several reasons for this, as it depends on the movements of the robot, their speed and the shape of the tool. It will easily be understood that a hard, pointed tool can cause injury more easily than a round, flexible tool. Cobots therefore have to be instructed in line with phases and the proximity of humans to reduce their speed and to stop in response to an applied force.
The choice was made to install two cobots to carry out the unloading of cartridges (Robot 2) and to maintain them in the vertical position on the infeed conveyor (Robot 3). The reason for this choice is that the operator must be able to load the trays manually without the depalletizing robot. This applies particularly to the handling of trays that have not been able to be processed automatically because of a reject.
There are 2 standards for robots. Standard ISO/TS 1566 2016 governs collaborative robots and standard ISO 10218 governs cobots. To comply with the above standard, the force or pressure applied by the cobot must remain below the threshold that can cause injury.
This threshold depends on the areas of the body that the cobot could strike. Depending on movements and phases, these areas can change. It will therefore be necessary to carry out a risk analysis to determine which areas the cobot could strike. The arm can tolerate force X while the hand can tolerate force Y. For the face, the force will be 0 for example. So robot movements must therefore be reviewed so that such a situation cannot occur.
In some cases, it will be necessary to put in place physical protection or non-physical barriers to stop the cobot if someone enters the robot’s operational zone. There are two main technologies for detecting these forces.
- The first technology relies on a skin that is installed on the arm in order to detect impacts. This has the advantage of being more sensitive but requires the addition of detectors to the tool.
- The second relies on sensors located either in the shafts of the cobot, or at the base of the cobot. It is a little less sensitive but allows the detection of impacts anywhere on the cobot. The cobots that we have used employ this method.

There are three methods to restrict force:
- Reducing the force threshold above which the robot will stop;
- Reducing speed in order to reduce inertia;
- Enlarging the impact zone to distribute the force over a larger surface area.
The main problem that we encounter is the boundary between the maximum force that can be exerted without causing injury and the force necessary for the robot to carry out the operation. Sometimes this leads to situations of deadlock which require delicate manipulation of the three parameters listed above.
The constraints
One of the first lessons is that robotics requires space. This is easily understood when all the operations that a human is capable of carrying out are noted. Here robotics requires tasks to be broken down operationally.
Tools can be designed so as to be flexible, but not as flexible as a human hand. Several robots are therefore often required to carry out a set of tasks that are usually performed by one human. In our case, we have 3 robotic arms where previously just one human was needed to carry out the same tasks.
The second lesson is that robotics, in addition to space, requires that buildings be designed so that tasks can be optimized operationally.
Conclusion
The Lilly Fegersheim site is progressing towards the industry 4.0 concept.
Robotization is more than ever on the agenda in order to meet future challenges and increase product quality, eliminate tasks with no added value and improve productivity. Other robotic applications have been rolled out, such as unloading of vials and loading onto trays at the line exit, and soon the unloading and palletizing of cartridges and the loading of a freeze-dryer to comply with Annex 1, and more conventionally the loading and unloading of nests (or baskets) on packaging lines.
Equally, machine manufacturers are increasingly integrating robots rather than servo motors and “home- made” mechanics. There have been great advances in terms of speed and working in sterile environments, which today allow sterile environment activities to be robotized. Good progress has been made with pallet transport with an AGV (Automatic Guided Vehicle) fleet on the site to supply lines from the warehouse. AMRs (Autonomous Mobile Robot) are also in the process of being deployed when the agility necessary for transport of a pallet cannot be delivered by a conventional AGV.
Productivity and the ergonomic aspect have been fully achieved after an industrialization phase tackling the most difficult applications. This industrialization phase which causes temporary loss of productivity must be taken into account in production plans.
Robotics represents a change for production and the people who work there. As with all changes, it requires support both for users and for support services such as maintenance, as much for the technical aspect as for management.
Product tool innovations represent an opportunity for motivation and inspiration, to revitalize and unify teams.
Share article

Julien Moreau
Julien Moreau est automaticien, diplômé de l’Institut Supérieur d’automatique & d’informatique industrielle d’Arles et de l’Université Louis Pasteur à Strasbourg. Chez Lilly France, à l’usine de Fegersheim où il a occupé diverses fonctions, depuis 1995, il est actuellement responsable d’une équipe d’automaticiens et de roboticiens, poste qu’il occupe depuis une dizaine d’années. La mission de son équipe est d’assurer la maintenance des automates et systèmes de supervision de l’ensemble du site de fabrication. Fortement intégrée aux projets majeurs du site, elle participe également à la préparation du futur par l’innovation et la standardisation des technologies déployées
moreau_julien@lilly.com
Glossary
1Akylux or alveolar polypropylene is a plastic material composed of ribbing enclosed between two thin sheets.
