


Sommaire
- Stratégie de contrôle et robotique : l'avenir des sites de production ?
- Un chargement de cartouches robotisé chez Lilly
- Small, flexible filling and packaging systems - using robots could mean great benefits
- Automated and instantaneous enumeration of viable microorganisms with Red One™, solid-phase cytometry platform
- Method analytical performance strategy in commercial quality control laboratories
- "Replicate Strategy" : mais quel est ce concept ?
- A3P International Congress 2020: Feedback and key messages from the Annex1 revision process panel discussion
- Conformité réglementaire : une réévaluation des relations stratégiques de sous-traitance dans la « nouvelle normalité »
Un chargement de cartouches robotisé chez Lilly
Le déploiement de la robotique s’accélère de plus en plus. Jusqu’alors elle était surtout connue dans les industries telles que l’automobile. Aujourd’hui elle s’étend également dans le domaine médical avec les robots chirurgiens par exemple mais également du côté de l’industrie pharmaceutique.
Cet article développe une application de chargement de cartouches que nous avons réalisée sur une de nos lignes de mirage automatique.

Au niveau industriel, la robotique apporte plusieurs bénéfices :
- Ergonomiques soit en assistant les opérateurs dans leurs tâches, soit en réalisant tout ou une partie des tâches leur permettant ainsi de réaliser d’autres activités à plus forte valeur ajoutée
- Productivité en permettant d’absorber des cadences de production plus élevées
Une cartouche est un petit flacon d’environ 1 cm de diamètre qui est rempli avec une solution de médicament. Après remplissage et sertissage, elle est rangée dans une boîte de type Akilux1 qui en contient 330. Le faible diamètre des cartouches et la flexibilité de l’Akilux font qu’elles peuvent se coucher facilement lorsqu’on les pousse légèrement.
Le chargement des cartouches à l’entrée de la mireuse sur la table de chargement est aisément faisable par un être humain qui va être capable de redresser lui-même les cartouches qui tombent et adapter sa prise en fonction de ce qu’il observera. La robotisation d’une activité comme celle-ci est un véritable challenge. Celui-ci réside dans la capacité de la solution à absorber l’ensemble de la variabilité induite par le contenant flexible et dont les dimensions peuvent varier, les cartouches qui peuvent être couchées, la quantité de cartouches qui peut varier, le scellage assuré par une étiquette collée manuellement, …
Pour l’activité qui nous concerne, les robots réalisent la dépalettisation des boîtes Akilux, le scan du code barre afin que la boîte soit enregistrée au niveau informatique, le découpage des étiquettes qui scellent la barquette, le retrait du couvercle, le retrait du fond de la boîte, le déchargement des cartouches sur le tapis d’entrée de la mireuse et le transfert du couvercle et du fond de la boîte à la sortie de la mireuse pour qu’ils soient à nouveau remplis de cartouches après mirage.
Un peu de démystification … les composantes d’un robot
Une solution robotique est composée d’un ou plusieurs bras robotisés et d’équipements mécaniques traditionnels. Le bras robotisé seul ne sait rien faire, il doit être piloté par un système informatique qui va actionner ses différents moteurs de telle sorte à lui donner vie. A l’extrémité du bras robotisé, un outil équivalent à la main de l’homme va être ajouté et réalisera la préhension des objets ou une opération comme une découpe en chirurgie ou une soudure dans l’automobile.
L’application de chargement de cartouches
L’application est composée de trois robots qui réalisent une ou plusieurs fonctions.
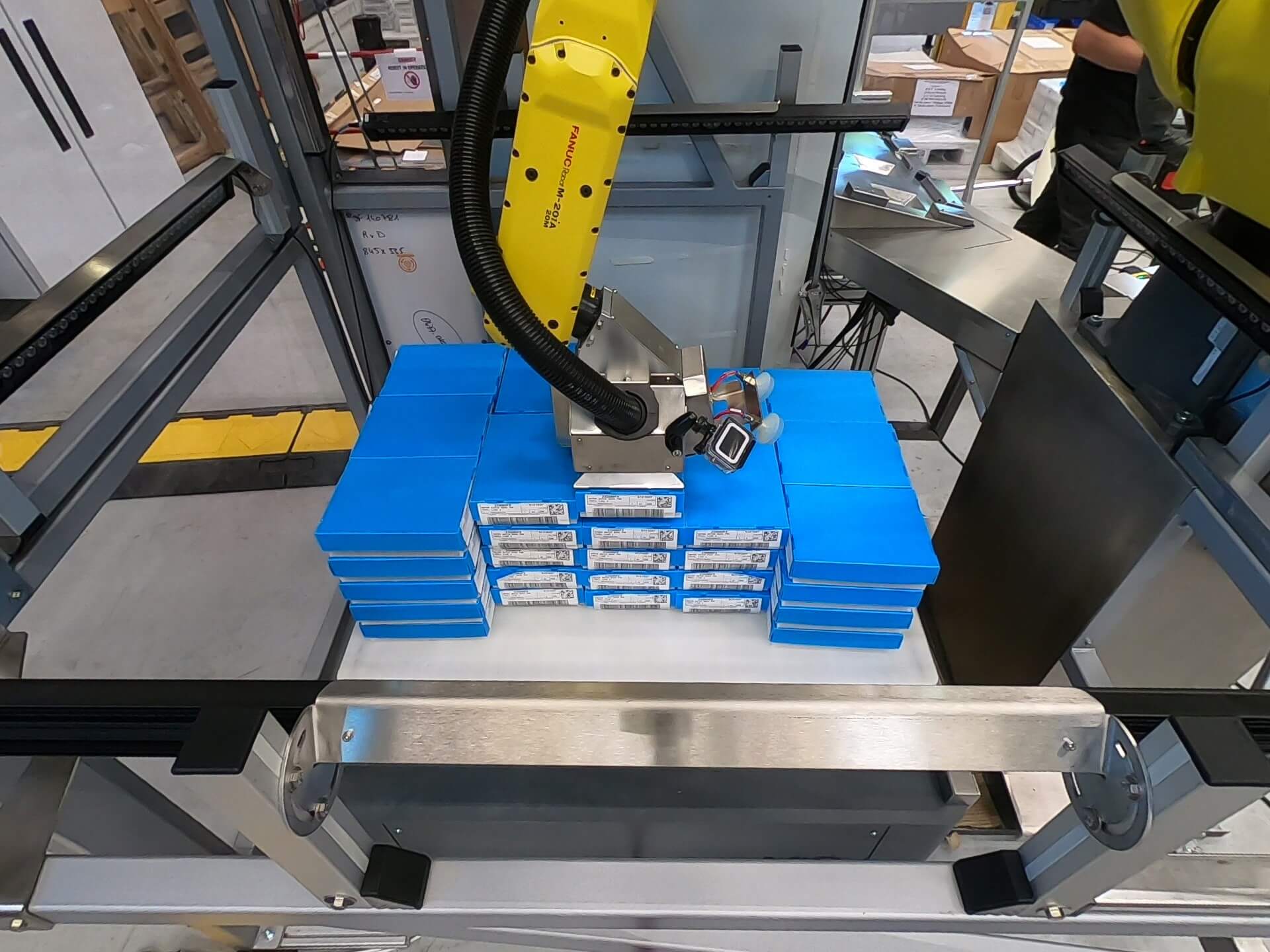
Le Robot 1 (Photo 1 : jaune) dépalettise, présente les boîtes pour la lecture du code barre au lecteur, fait translater la boîte sur des couteaux pour découper l’étiquette de scellage et déplace le fond et le couvercle de la boîte sur un convoyeur pour être réutilisé en sortie de ligne.
Le robot 2 (Photo 1 : vert à droite), vide les barquettes ou les déplace en rejet si elles ne sont pas conformes (on verra plus loin cette notion de conformité.)
Le Robot 3 (Photo 1 : vert au centre) quant à lui maintient une pression sur les cartouches qui sont chargées sur la ligne afin qu’elles ne se couchent pas.
La dépalettisation
Le robot ne sait pas à priori où se trouvent les boîtes Akilux sur la barquette. Même si le plan de palettisation est connu, il est nécessaire de localiser précisément la boîte afin que le robot puisse l’attraper correctement. Ici, un système de vision 3D est utilisé pour identifier au millimètre l’emplacement de chaque boîte.
L’outil du robot dépalettiseur est équipé de ventouses pour soulever les boîtes.
Le scan des codes barres
Le robot présente le code barre à un lecteur qui va lire ce code barre et enregistrer électroniquement le chargement de son contenu sur la ligne.
Le découpage des étiquettes
Le robot fait translater la boîte sur deux couteaux qui vont ouvrir la boîte et ainsi permettre le retrait du couvercle dans l’étape suivante.

Le retrait du fond et du couvercle
C’est le robot dépalettiseur qui se charge de cette fonction. Son outil est équipé de deux ventouses supplémentaires lui permettant avant de poser une nouvelle boîte de retirer le fond précédent, puis de poser la nouvelle boîte pleine puis de retirer son couvercle.
Le déchargement des cartouches
Le déchargement des cartouches est l’opération la plus délicate. Comme souligné au début de l’article, les cartouches ont un faible diamètre qui ne leur donne pas une grande stabilité. Un système de vision permet de détecter les cartouches couchées ou inclinées. Ce système est novateur car contrairement au système de vision classique qui nécessite d’apprendre explicitement par programmation les défauts, ici le système s’appuie sur de l’intelligence artificielle. Le principe de programmation est simple, il suffit de lui montrer des images considérées comme bonnes et des images considérées comme non acceptables et le système construit son algorithme de tri.
Une fois la boîte considérée comme bonne, la difficulté persiste car le robot doit entrer un outil en forme de U dans la boîte sans faire tomber de cartouche. Ici la précision du robot au dixième de millimètre est critique de même que le mouvement de déhanché qu’il va réaliser pour garantir le succès de l’opération.
Le maintien des cartouches en position verticale
Le robot 2 qui vide les cartouches et le robot 3 qui les maintient vont se relayer tout en suivant l’avancement du tapis de telle sorte à ce qu’à tout moment l’un ou l’autre assure une pression et ainsi prévenir la chute de cartouches en arrière.
Le temps de cycle
Le temps de cycle est un élément important à prendre en compte. Là où l’homme va pouvoir s’adapter pour optimiser le temps d’exécution, les robots eux exécutent séquentiellement les opérations de façon relativement peu compressible. Il est donc important de vérifier ce temps au risque de se retrouver avec une cadence de production inférieure à celle attendue.
Cobot versus Robot
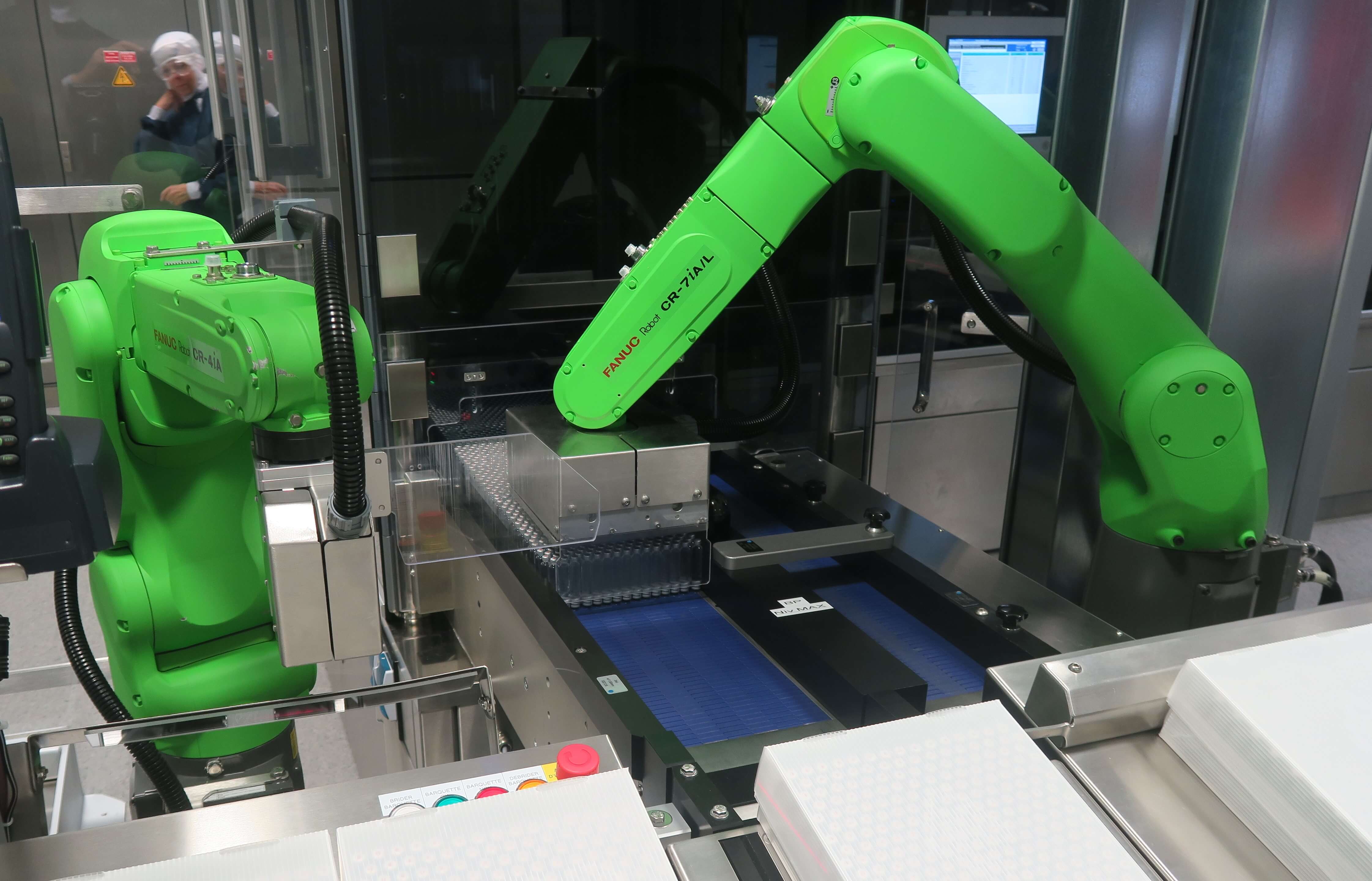
Les robots ont une force importante qui peut blesser gravement les opérateurs. Les cobots apportent une solution à ce problème en détectant les efforts à l’aide de capteurs de telle sorte à s’arrêter avant de blesser.
Les cobots ne savent pas nativement quelle force peut blesser. Ceci pour plusieurs raisons, car cela dépend des mouvements du robot, de leur vitesse et de la forme de l’outil. On comprend aisément qu’un outil pointu et dur peut blesser plus facilement qu’un outil rond et flexible. Il va donc falloir éduquer les cobots en fonction des phases et de la proximité de l’homme à réduire sa vitesse et à s’arrêter en fonction d’une force.
Le choix a été fait de mettre deux cobots pour réaliser le déchargement des cartouches (Robot 2) et leur maintien en position verticale sur le tapis d’entrée (Robot 3). La raison de ce choix est que l’opérateur doit pouvoir charger les barquettes manuellement sans le robot dépalettiseur. Notamment pour traiter les barquettes qui n’ont pas pu être traitées automatiquement du fait d’un rejet.
Il existe 2 normes pour les robots. La norme ISO/TS 1566 2016 encadre les robots collaboratifs et la norme ISO 10218 encadre les cobots.
Pour répondre à la norme ci-dessus, il faut que la force ou pression que le cobot applique reste inférieure au seuil qui pourrait blesser. Ce seuil dépend des zones du corps que le cobot pourrait heurter. En fonction des mouvements et des phases, ces zones peuvent changer. Il va donc falloir faire une analyse de risque pour déterminer les zones que le cobot pourrait être amené à heurter. Le bras pourra supporter une force X tandis que la main une force Y. Pour le visage, la force sera de 0 par exemple. Il faudra donc revoir les mouvements du robot pour qu’une telle situation ne puisse se produire. Dans certains cas, il faudra mettre en place des protections physiques ou des barrières immatérielles pour arrêter le cobot si quelqu’un entrait dans le périmètre d’évolution du robot.
- Pour détecter ces forces, Il y a principalement deux technologies : La première s’appuie sur une peau qui est ajoutée sur le bras afin de détecter les chocs.
- La deuxième s’appuie sur des capteurs soit situés dans les axes du cobot, soit à la base du cobot. La première technologie présente l’avantage d’être plus sensible mais nécessite d’ajouter des détecteurs sur l’outil. La deuxième est un peu moins sensible mais permet de détecter des chocs quel que soit l’endroit sur le cobot. Les cobots que nous avons utilisés s’appuient sur la deuxième technologie.

Pour limiter la force il y a trois moyens :
- Réduire le seuil de force à partir duquel le robot va s’arrêter
- Réduire la vitesse afin de réduire l’inertie
- Elargir la zone d’impact pour répartir l’effort sur une plus grande surface
La principale problématique que nous rencontrons est la limite entre la force maximum pour ne pas blesser et la force nécessaire au robot pour réaliser l’opération. Parfois cela amène à des situations de blocage qui nécessitent de jouer finement sur les trois paramètres listés ci-dessus.
Les contraintes
Un des premiers apprentissages est que la robotique nécessite de l’espace. Cela se comprend aisément quand on observe toutes les fonctions qu’un être humain est capable de réaliser. Ici la robotique nécessite de découper fonctionnellement les tâches. Les outils peuvent être conçus de façon à être flexible mais pas autant que la main de l’homme. Il faudra donc souvent plusieurs robots pour effectuer un ensemble de tâches habituellement réalisées par un seul homme. Dans notre cas, nous avons 3 bras robotisés là où il fallait avant un seul homme pour exécuter les mêmes tâches.
Un deuxième apprentissage est que la robotique nécessite en plus de l’espace de concevoir les bâtiments afin de pouvoir optimiser fonctionnellement les tâches.
Conclusion
Le site de Lilly à Fegersheim avance vers le concept de l’industrie 4.0. La robotisation plus que jamais est à l’ordre du jour afin de répondre aux enjeux futurs mais aussi pour renforcer la qualité de ses produits, éliminer les tâches sans valeur ajoutée et améliorer sa productivité. D’autres applications de robotique ont été déployées comme le déchargement de flacons et la mise en barquette en sortie de ligne, prochainement le déchargement et la palettisation de cartouches ou le chargement d’un lyophilisateur afin de répondre à l’annexe 1, plus classiquement le chargement et le déchargement de nest (ou panier) sur les lignes de packaging. Également, les fabricants de machines intègrent de plus en plus de robots plutôt que des servos moteur et de la mécanique “home made”. Les progrès en termes de rapidité et de travail en environnement stérile ont grandement évolué ce qui permet aujourd’hui de robotiser des activités en environnement stérile. Le transport de palette est bien avancé avec sur le site une flotte d’AGV (Automatic Guided Vehicle) pour l’approvisionnement des lignes depuis le magasin. Des AMR (Autonomous Mobile Robot) sont également en cours de déploiement lorsque l’agilité nécessaire pour le transport de palette ne peut être adressée avec un AGV classique.
La productivité et l’aspect ergonomique sont pleinement atteints après une phase d’industrialisation sur les applications les plus difficiles. Cette phase d’industrialisation qui induit une perte de productivité temporaire doit être prise en compte dans les plans de production. La robotique est un changement pour la production et les personnes qui y travaillent. Comme tout changement, il nécessite un accompagnement à la fois des utilisateurs mais aussi des services supports comme la maintenance tant sur l’aspect technique que management. La nouveauté sur les outils de production est une opportunité de motivation et d’enthousiasme pour redynamiser et fédérer les équipes.
Partager l’article

Julien Moreau
Julien Moreau est automaticien, diplômé de l’Institut Supérieur d’automatique & d’informatique industrielle d’Arles et de l’Université Louis Pasteur à Strasbourg. Chez Lilly France, à l’usine de Fegersheim où il a occupé diverses fonctions, depuis 1995, il est actuellement responsable d’une équipe d’automaticiens et de roboticiens, poste qu’il occupe depuis une dizaine d’années. La mission de son équipe est d’assurer la maintenance des automates et systèmes de supervision de l’ensemble du site de fabrication. Fortement intégrée aux projets majeurs du site, elle participe également à la préparation du futur par l’innovation et la standardisation des technologies déployées
moreau_julien@lilly.com
Glossaire
1L’akylux ou polypropylène alvéolaire est une matière plastique composée de cannelures intérieures entre 2 fines plaques
