


Sommaire
- La vérification métrologique des compteurs de particules aériens : réaliser un banc de test qui permet de mesurer l'efficacité de comptage selon ISO 21501-4.
- De l'importance du suivi des paramètres de l'eau traitée entrante dans le producteur pour la fabrication des eaux à usage pharmaceutique.
- Nouvelles technologies pour la mesure de débit des procédés biopharmaceutiques à usage unique.
- L'étalonnage de sondes embarquées.
- Cleaning and disinfection - A one or a two steps process or scientifically justified ?
- Updated regulations on FDA acceptance of medical device clinical data in effect soon.
La vérification métrologique des compteurs de particules aériens doit être réalisée en suivant les recommandations du fabricant. Toutefois un point important est la vérification de l’efficacité de comptage qui est définie par la norme ISO 21501-4. Nous décrivons ici une façon de mettre en oeuvre ce test délicat.

Les compteurs de particules optiques aériens à diffraction (ou LSAPC pour Light Scattering Airborn Particle Counters) sont des équipements, permettant, par prélèvements, de dénombrer des particules dans un volume de gaz donné. Les comptages ainsi réalisés sont “ventilés” sur des classes de tailles.
Les domaines d’application sont variés. En général il s’agit d’activités industrielles où la propreté de l’environnement de production est importante. Par exemple : industrie pharmaceutique, agroalimentaire, hôpitaux, recherche, spatial, armement, etc…
Le cas le plus classique est le domaine de l’industrie pharmaceutique, où les entreprises produisant des produits injectables, exploitent des salles blanches dont l’efficacité doit être en permanence vérifiée en termes de contamination particulaire. Il convient alors de disposer d’un référentiel, par exemple l’ISO 14644-3 et d’équipements de qualité permettant d’évaluer les paramètres demandés dans la norme.
Attention : les compteurs de particules optiques ne sont pas vraiment des dispositifs de mesure, ce sont des numérateurs. Même si la fonction secondaire est de classer des particules par classe de taille ce qui peut s’apparenter à une mesure dimensionnelle, la fonction attendue est bien le dénombrement d’individus. La notion d’incertitude de mesure est donc inadaptée, et nous parlerons de la qualité du dénombrement avec une notion d’efficacité de comptage, sujet du présent article.
1. Le principe du compteur de particules optique
Un système de dépression assure un prélèvement à débit constant. Le flux ainsi prélevé est soumis en coïncidence à un faisceau lumineux, parfois en lumière blanche, souvent en lumière cohérente laser. Les particules ainsi éclairées, par diffraction lumineuse, grâce à un miroir elliptique, émettent des impulsions lumineuses sur un capteur qui transforme la lumière en impulsions électriques qui sont comptabilisées et classées par catégories d’amplitude de tension et donc de tailles.

2. Une norme de qualité pour les compteurs de particules optiques : l’ISO 21501-4
Il y a une vingtaine d’années, il n’était pas rare d’entendre les utilisateurs de compteurs de particules exprimer leur désarroi : “J’ai plusieurs modèles de compteurs de particules, tous font l’objet d’une vérification métrologique régulièrement réalisée par des gens que j’estime sérieux, et malgré tout, je n’ai pas deux appareils qui me donnent des résultats semblables !“
La norme ISO 21501-4 a pour objectif de réduire les différences entre les appareils et donner des comptages justes.
Cette norme est une norme d’experts (pas très accessible aux non-initiés) applicable en premier ordre aux Concepteurs – Fabricants de compteurs de particules, mais aussi aux laboratoires qui font des tests de conformité à la norme, et enfin, aux laboratoires qui pratiquent de la vérification métrologique de routine.
Attention : cette norme ne se substitue en rien à l’instruction de vérification métrologique du Fabricant qui demeure le document de référence pour effectuer des opérations de vérification métrologique enrichies d’un ajustage.
Un compteur de particules de conception ancienne peut parfaitement être conforme à la norme. De même, un compteur de particules de conception récente peut (bien que ce soit peu probable, mais déjà vu) ne pas être conforme à la norme. Il n’est donc pas nécessairement utile de changer un compteur de particules ancien pour cette raison, il faut simplement tester sa conformité par rapport à la norme.
Attention : la conformité à la norme n’est pas suffisante, elle ne couvre pas tous les cas de figure des dysfonctionnements et dérives potentiels. Il convient d’effectuer une vérification métrologique selon l’instruction du fabricant avec ajustage, puis, ensuite faire un test de conformité à la norme. De même, la partie “maintenance préventive” et détection précoce des dysfonctionnements ne sont pas à prendre à la légère avec ces équipements qui sont souvent utilisés pour des applications hautement critiques.
La norme décrit en détails techniques les paramètres à vérifier et leurs limites acceptables.
Les paramètres pris en considération sont :
- Débit de prélèvement.
- Efficacité de comptage.
- Vérification de la précision du positionnement en taille.
- Résolution sur la taille.
- Faux comptages sur absence totale de particules.
- Rapidité de la réponse.
- Temps d’échantillonnage.
- Concentration maximale acceptable.
- Etalonnage en taille. (à ne pas confondre avec “la précision du positionnement en taille”).
L’objet du présent article de vulgarisation ne porte pas sur l’ensemble de ces paramètres, mais sur un seul d’entre d’eux, certainement le plus important : l’efficacité de comptage.
Les tests d’efficacité de comptage permettent de mettre le doigt là où ça fait mal ! Les compteurs de particules optiques ont des performances plutôt honorables quand il s’agit de compter des particules de grosses tailles. Il en est tout autre quand la taille diminue et se rapproche de la taille critique (la plus petite taille que peut détecter le compteur).
Il y a une relation essentielle et mercantile entre cette taille critique et le coût de fabrication des appareils. Si les fabricants trichaient, ce serait vraisemblablement sur la puissance du laser et, donc, sur la taille critique réelle, mais… dans le domaine du médicament la confiance n’est pas de mise.
Ce test d’efficacité de comptage va permettre d’encadrer dans des limites acceptables le “bout du rouleau” de la sensibilité de détection.
Le compteur de particules est imparfait, de nombreux paramètres vont venir compliquer la détection et surtout la détermination de la classe de tailles : facteur de forme, nature du matériau composant la particule, couleur, fluorescence, etc… Néanmoins, d’un point de vue statistique les résultats de comptages sont plutôt honorables. Un principe essentiel dans le monde de la métrologie est de comparer un appareil de mesure à un autre, réputé meilleur. Dans le domaine de la numération certains font des tests d’efficacité de comptage en comparant le compteur, donc l’appareil imparfait, à un compteur, du même type et parfois même du même modèle !
Pour réaliser un banc de test d’efficacité de comptage performant il y a 3 règles :
- Parfaitement maîtriser l’aérosol de test.
- Avoir un compteur de référence “parfait” et rattachable à une grandeur physique.
- Valider l’ensemble par des tests inter-laboratoires.
3. Parfaitement maîtriser l’aérosol de test
Généralement pour mettre toutes les chances de notre côté on utilise des particules étalons PSL (Poly Styrène Latex). Ces particules sont parfaitement sphériques, homogènes, avec un indice de diffraction connu ainsi qu’un coefficient de variation sur le diamètre qui est “serré” (de l’ordre de 1%) : tout ce qu’il faut pour plaire à un compteur de particules.
Les choses ne s’arrêtent pas là, nous voulons un super aérosol de test, c’est à dire avec une distribution sur la taille qui soit bien plus “serrée” que les PSL de base et aussi que les charges électriques embarquées par ces particules soient unitaires et orientées vers une seule polarité.
Nous utiliserons un analyseur à mobilité directe ou DMA : il s’agit d’un équipement qui va sélectionner des particules en fonction de leur taille et de leurs caractéristiques électriques liées aux charges embarquées.
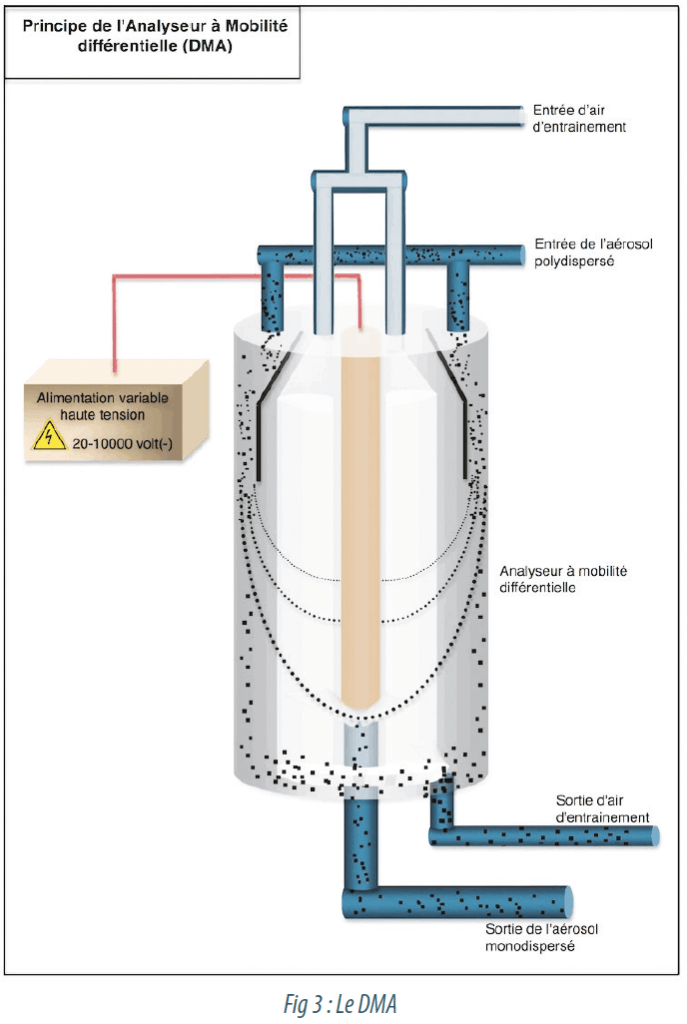
Un aérosol de PSL est constitué en amont par un générateur d’aérosol classique. Cet aérosol sera ensuite équilibré à l’aide d’une source radioactive de type Krypton 85 ou rayon X de façon à neutraliser l’aérosol dans sa globalité.
Les particules sont alors injectées sur un “tapis roulant à air” (Sheath Flow ou air d’entraînement) qui va les entrainer à une vitesse variable et définie, elles deviennent mobiles. En parallèle elles sont soumises à la présence d’une électrode fortement polarisée négativement avec une tension qui varie de 0 à 10.000V.
Les particules les plus lourdes et donc les plus grosses entraînées par leurs mobilités vont trouver naturellement la voie de sortie des “perdants”, elles ne sont pas sélectionnées.
Les particules les plus petites, si elles possèdent une polarité positive vont être irrésistiblement attirées par l’électrode centrale, elles vont la percuter et rester captives.
Les particules “parfaites” en termes de taille, d’orientation de polarité et de charges électriques vont prendre la sortie des “élus” pour être sélectionnées car elles possèdent la parfaite mobilité électrique.
Pour faire varier la taille de l’aérosol sélectionné il suffit de jouer sur la tension de l’électrode centrale et sur la vitesse de l’air d’entraînement.
4. Un compteur de particules presque parfait : le CNC
Le CNC pour Compteur de Noyau de Condensation est un compteur de particules optique classique qui dispose en entrée d’un dispositif qui va faire grossir les particules artificiellement.
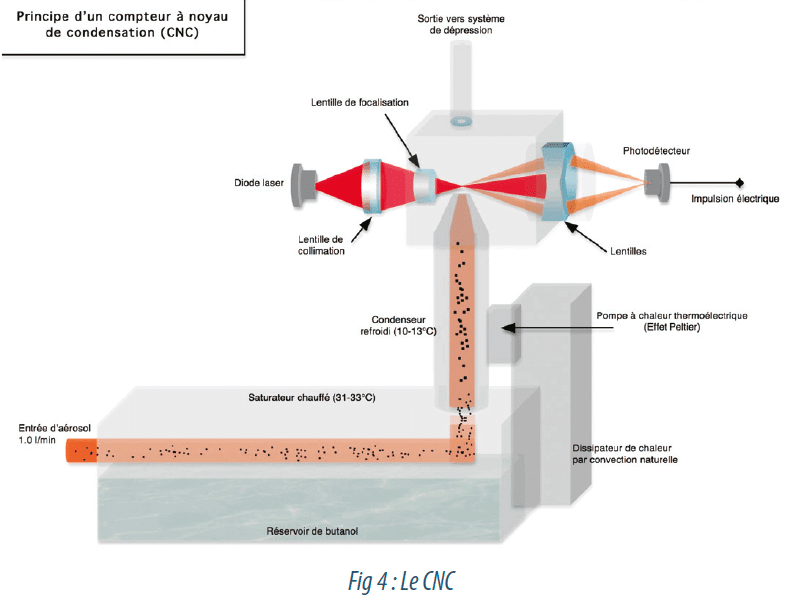
Le principe consiste à mettre des particules, que nous appellerons à ce stade “noyaux” de condensation, dans une ambiance saturée en vapeurs de butanol.
Un phénomène de condensation rentre alors en jeu. La condensation se fait autour des petits “noyaux”.
Un condenseur refroidit l’aérosol ainsi constitué pour faire de “belles” grosses particules sphériques qui sont composées de petits “noyaux” entourés d’un manteau de butanol liquide.
Indépendamment de leurs tailles initiales toutes ces particules présentent en sortie la même classe de taille, entre 10 et 15 µm.
Il reste alors à la partie optique du compteur de particules le travail facile de compter ces “monstres” qui ne posent vraiment aucun problème de détection.
Le CNC n’est pas parfait, mais, il travaille avec des individus qui sont idéaux et qui le positionne dans une plage de “perfection”.
Le problème est que nous n’avons aucune idée de la taille initiale des particules, mais, le but c’est juste de compter juste !
5. Rattacher un nombre d’individus à une grandeur physique : l’électromètre.
Les compteurs de particules optiques travaillent selon deux axes : pour la fonction secondaire : la taille des particules, donc une grandeur physique (c’est de la dimension : le mètre), et pour la fonction principale : la numération.
Pour ce qui est de la mesure de diamètre, nous disposons de matériaux de référence avec la certification d’un organisme certificateur : les fameuses particules de PSL qui généralement sont certifiées par le NIST que nous améliorons avec le DMA.
Pour ce qui est du comptage, il en est tout autre, il n’existe pas d’étalon certifié de nombre de particules en suspension dans un gaz.
Nous utilisons donc l’artifice suivant :
L’aérosol de sortie du DMA est très monodispersé, mais possède aussi la capacité d’embarquement d’une charge électrique et une seule.
L’apport continu de particules et donc l’apport de charges électriques génère un courant électrique. L’intensité électrique est une grandeur physique avec son unité qui est l’ampère (A).
Nous allons donc utiliser un système physique de collecte de particules (un filtre absolu) qui soit aussi un filtre de collecte de charges électriques (filtre absolu modifié avec entre autre une carcasse métallique). L’intensité ainsi récoltée sera mesurée avec un ampèremètre et ce courant sera directement proportionnel à l’apport en nombre de particules (concentration).
Le courant récolté sera d’une extrême faiblesse et ne permettra pas de faire tourner un mixer ménager, loin de là. Nous nous approchons ici de la charge élémentaire de l’électron. L’ampèremètre utilisé sera de type Sub-femto ampèremétrique avec une sensibilité de l’ordre de 1.10-17A.
L’utilisation de cet équipement nécessite d’infinies précautions en termes d’incidence de l’environnement ambiant, avec un intérêt tout particulier pour la “tranquillité” électromagnétique. Utilisation de la cage de Faraday recommandée.

L’électromètre ne sera pas un étalon de routine, mais un étalon de référence qui servira à valider les performances du CNC qui lui sera utilisé comme tel.
6. Le banc de test d’efficacité de comptage
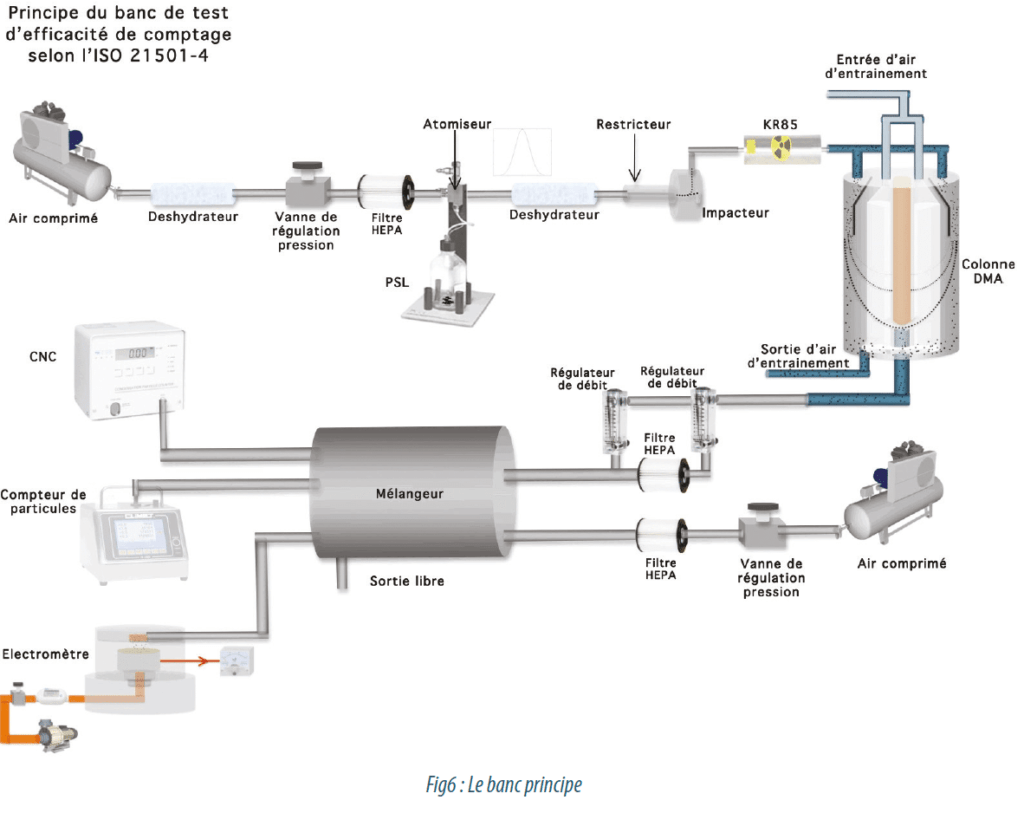
Les éléments du banc de test d’efficacité : de l’entrée jusqu’à la sortie :
- On utilise un générateur d’aérosol avec une solution de PSL étalon.
- Un aérosol sec est ainsi généré.
- Un impacteur à étage permet de débarrasser l’aérosol de particules indésirables, résidus de pulvérisation, débris ou pollution de l’eau de dilution.
- L’aérosol traverse la source à Krypton 85 ou à rayon X de façon à imposer un équilibre électrique (voir les travaux de Boltzmann).
- L’aérosol une fois équilibré, est prêt à être injecté dans le DMA.
- Le DMA sélectionne les particules pour générer un “super aérosol” avec une excellente distribution de la taille et les caractéristiques électriques déjà évoquées.
- L’aérosol ainsi constitué est dilué par un pont de dilution avant d’être injecté dans la chambre de mélange.
- Les particules se répartissent de façon uniforme par un phénomène de pseudo diffusion brownienne (attention : l’homogénéité doit faire l’objet d’une validation).
- L’aérosol est mis à disposition de l’électromètre qui mesure un courant.
- Le CNC indique une concentration précise qui est validée par l’électromètre.
- L’appareil en test prélève également ce même aérosol.
Il reste ensuite à faire le ratio entre le comptage du CNC et de l’appareil en test, tout en tenant compte des débits caractéristiques des différents appareils pour obtenir une efficacité de comptage.
7. Ce que demande la norme en termes d’efficacité de comptage

Le test doit être réalisé sur deux tailles :
- A la taille critique (La plus petite taille détectable par le COP).
- A une taille de 1,5 à 2 fois plus importante que la taille critique.
Les valeurs attendues sont :
- Pour la taille critique : 50% +/-20%
- Pour la taille de 1,5 à 2 fois la taille critique : 100%+/-10%
8. La validation du banc
1) Test d’homogénéité de la chambre de mélange
L’homogénéité du mélange peut facilement être démontrée par simple permutation des points de sortie et comparaison des résultats, tout en tenant compte des différences de débits caractéristiques des trois équipements.
2) Evaluation des incertitudes
Tous les outils d’évaluation des incertitudes concernant les tests d’efficacité sont maintenant détaillés dans la nouvelle version de l’ISO 21501-4 V2018. En général, les incertitudes de mesures sur les tailles sont très bonnes (de l’ordre de 0,1% de la taille nominale). Pour la numération, l’incertitude est de l’ordre de quelques pourcents, par contre les tests inter laboratoires montrent des résultats meilleurs.
3) Validation informatique
L’éventuel logiciel qui réalise les calculs et/ou la mise en forme doit faire l’objet d’une validation avec une méthode classique de comparaison sur une multitude d’essais entre les résultats de sortie rendus par le logiciel et les résultats réalisés par un système de calcul reconnu fiable (par exemple Excel), totalement indépendant du premier.
4) Nécessité de réaliser des essais comparatifs inter-laboratoires
Un programme de comparaison entre laboratoires au niveau national ou international doit être mis en place. Dans ce programme il ne faut pas exclure les technologies différentes de celles du présent banc, la technologie utilisée importe peu, seul le résultat final de l’efficacité de comptage compte.
5) Audits réguliers
Un système d’audit interne régulier doit être mis en place pour vérifier les pratiques ainsi que les dérives métrologiques entre chaque étalonnage régulier.
Conclusion
La conception, la réalisation, la mise au point, la validation et l’exploitation d’un banc de test de l’efficacité de comptage ne sont pas une simple affaire. Les coûts mis en œuvre peuvent vite devenir importants sans oublier l’adversité technique et règlementaire liée à la détention d’une source de rayons ionisants. Il est donc difficilement envisageable pour un exploitant de salles blanches de se lancer dans une telle démarche.
L’utilisation et l’exploitation au quotidien de compteurs de particules optiques aériens nécessitent une formation appropriée. Les organismes de contrôle ont tendance à faire de l’exploitation des COP une sorte de cas d’école tant l’appareil est parfois atypique.
Les tests de l’efficacité de comptage sont réellement intéressants, mais la démarche de vérification métrologique ne peut s’arrêter là. L’application dans sa totalité de la procédure de vérification métrologique du fabricant permettant l’ajustage est impérative.
De même, la maintenance préventive permettant la détection précoce de défaut de pièces à usure (laser, turbine, batterie, pile de sauvegarde, etc…) est importante. Une dernière remarque encore sur la mise à jour des logiciels embarqués (firmware) qui, s’ils ne sont pas à jour, peuvent utiliser des algorithmes de calculs périmés.
Partager l’article


Philippe BIARD – INTERTEK
philippe.biard@intertek.com
Bibliographie
ISO 21501-4 : Norme : Détermination de la distribution granulométrique – Méthodes d’interaction lumineuse de particules uniques -Compteur de particules en suspension dans l’air en lumière dispersée pour espaces propres
ISO 14644-3 : Norme : Salles propres et environnements maitrisés apparentés – Méthode d’essai
Boltzmann : Physicien 1844 – 1906 : Père de la physique statistique
Glossaire
COP : Compteur de Particules Optique
CNC : Compteur de noyaux de Condensation
LSAPC : Light Scattering Airborn Particles Counter : Compteur de particules aérien à diffusion lumineuse
DMA : Differential Mobility Analyser : Analyseur à mobilité différentielle.
PSL : Poly Stryren Latex : Sphères étalons de polystyrène latex
KR 85 : Krypton 85
HEPA : High Efficiency Particulate Air : Filtre à particles aérien à haute efficacité
