


Sommaire
- Produits Combinés Injectables. Enjeux et challenges pour les industriels.
- Extension des délais ou non, ce que les fabricants de Classe I doivent retenir.
- Les nouveaux défis des médicaments injectables.
- L’investigation clinique des dispositifs médicaux combinés dans le cadre du nouveau règlement (UE) 2017/745 (RDM).
- Apport de la caractérisation physico-chimique des matériaux constitutifs des dispositifs médicaux pour une rationalisation de leur évaluation biologique.
- Piloter la performance des validations de nettoyage : un enjeu industriel fort.
- Validation des procédés de nettoyage : pourquoi et comment valider les méthodes analytiques et de prélèvements associées.
- Maintenance des équipements en acier inoxydable dans un environnement de fabrication conforme aux BPF : une approche basée sur les risques.
- Single Use Systems vs Re-Usable Stainless-Steel Equipment. Compliance & Quality Perspective.
Piloter la performance des validations de nettoyage : un enjeu industriel fort.

1. Définition de la performance du processus de validation de nettoyage
Il est à noter que la performance de l’exercice de validation n’est pas à confondre avec la performance du procédé de nettoyage, même si celui-ci est la partie majoritaire de la réussite du processus.
La performance du processus de validation doit être à l’appréciation de l’industriel dans sa manière de la piloter.
Nous définirons ici, la performance comme le degré de réussite de l’exercice de validation dans les cibles, estimations et projections définies par l’industriel, toujours dans l’objectif de l’amélioration de ce processus et conformément aux attentes de productivité.
Ce qui nous amène directement aux moyens de mesure ou indicateurs de suivis à mettre en place.
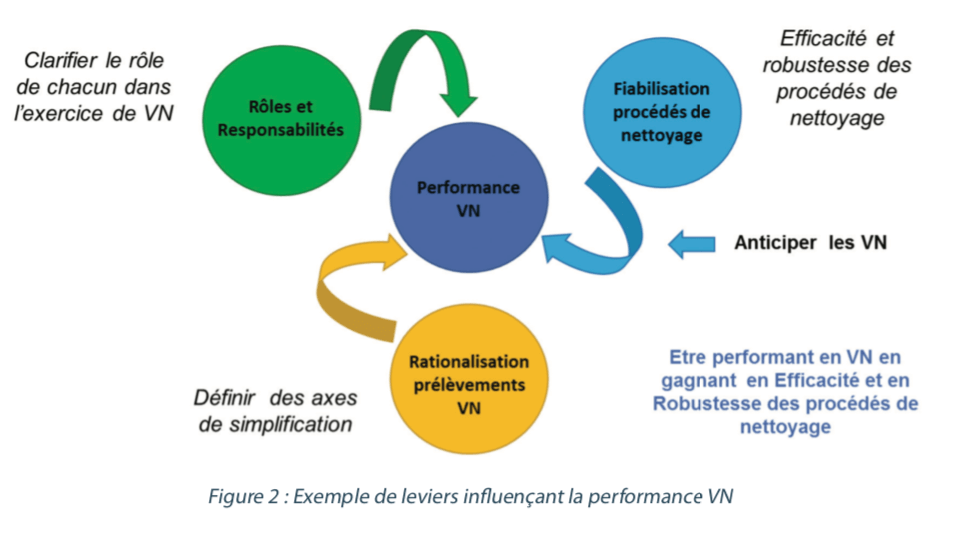
2. Exemples d’indicateurs
Les indicateurs de performance sont liés aux objectifs à atteindre.
Dans un premiers temps, il est important de se référer aux exercices de validation passés. L’analyse qui en sera déduite, définira les leviers d’amélioration des exercices futurs ; les indicateurs de suivis seront donc appropriés aux leviers retenus.
Les moyens de suivis sont divers et doivent représenter une réalité d’amélioration du processus de validation de nettoyage. Ils doivent être facilement atteignables. Des indicateurs non représentatifs ou avec un niveau trop élevé à atteindre auraient comme incidence une performance basse ou moyenne sans pour autant être révélatrice d’un réel impact sur l’industriel à court terme.
C’est pourquoi le type d’indicateur, mais aussi son niveau, doit être défini après une analyse fine des exercices réalisés. En se basant notamment sur la typologie des anomalies pouvant avoir un impact sur le processus de validation de nettoyage.
La diminution du pourcentage d’anomalies ou d’essais invalides évitant des « re » est un indicateur qualité qui permet d’augmenter la performance. D’autres indicateurs tels que la durée des exercices et le coût associé aux prélèvements en sont d’autres. Les coûts ressources (personnel) peuvent également apporter une bonne indication sur la complexité de la réalisation de l’exercice.
Chaque indicateur sera influencé par les actions mises en place sur les leviers à améliorer
Ici, nous parlerons de la robustesse du nettoyage, permettant d’éviter des anomalies de cycles de nettoyage et impactant directement l’indicateur anomalies.
3. Fiabilisation, robustesse du procédé de nettoyage
Fiabiliser les recettes de nettoyage et donner confiance dans la performance de nos procédés de nettoyage est un levier d’amélioration important pour la performance de l’exercice de validation.
L’acquisition d’un procédé de nettoyage ou une modification de celui-ci ne veut pas dire forcément bons résultats dès le premier cycle lancé. Il est à prévoir par l’industriel le risque de cycles non performants vis-à-vis des salissures ou résidus à éliminer. Le design du procédé de nettoyage est à définir en fonction des produits en contacts, matériels, procédé en amont de l’étape de nettoyage. Et ceci au plus tôt dans le design du procédé de nettoyage, en partenariat avec le fournisseur. Cette étape permettra un premier gain lors de la fiabilisation des cycles de nettoyage.
Lors de la définition du design du procédé de nettoyage, il convient de définir des tolérances représentatives des technologies choisies et suffisamment robustes pour ne pas être dans la limite de performance du procédé de nettoyage.
Il revient ainsi à l’industriel de pouvoir réaliser des essais de fiabilisation de recettes de nettoyage avant son processus de validation de nettoyage.
Ces essais de fiabilisation peuvent être menés de différentes manières avec et sans produit, avant et/ou après qualification de l’équipement de nettoyage.
Le développement des cycles de nettoyage au plus tôt, permet de figer les paramètres contribuant à l’efficacité du procédé de nettoyage.
Les paramètres critiques et les paramètres de pilotage du procédé de nettoyage sont ainsi définis avec leurs tolérances associées. Une cotation du risque pour chaque phase du cycle de nettoyage permet de classer ces deux types de paramètres de nettoyage. Il en découlera ainsi des essais de pilotage aux bornes de chaque paramètre influençant l’efficacité de nettoyage.
Les anomalies ou non conformités observées sur un paramètre de nettoyage lors des tests fonctionnels de qualification d’équipement, doivent être analysées et corrigées conformément à un processus qualité. Les corrections apportées sur les paramètres de nettoyage peuvent avoir un impact sur les cycles de nettoyage développés en amont des qualifications. Si c’est le cas, les modifications réalisées sur les paramètres de nettoyage doivent conduire à une nouvelle fiabilisation du cycle de nettoyage avec des essais supplémentaires pour confirmer l’efficacité de celui-ci.
Un autre axe qui peut être travaillé simultanément, autre que le cycle lui-même, est le positionnement du matériel dans les chariots ou paniers de lavage dans les machines à laver. En testant différentes charges en fonction du type de matériel, la pleine charge ou une partie de la charge peut être “worst -case” ou non.
Pour les essais de fiabilisation en produit, une matrice de nettoyabilité produit doit être conduite théoriquement afin de pouvoir déjà connaître les produits à tester les plus salissant en essais ou l’utilisation d’un souillage artificiel proche des caractéristiques produit.
A la fin de l’étape de fiabilisation, il n’est pas impossible de revoir ces choix théoriques car en fonction de l’ensemble des étapes du procédé de nettoyage, d’autres produits non retenus en théorie peuvent apparaître à l’issue de ces essais.
Les conditions opératoires de ces essais en produit doivent prendre également en compte tout facteur défavorable pour le nettoyage telle qu’une décontamination thermique ou tout autre traitement additionnel.
Les conditions de stockage du matériel sale maximum seront également appliqués comme facteur défavorable.
Le nombre d’essais à réaliser est fonction de la connaissance des produits, des matériels et des procédés de nettoyage.
Lors de cette étape d’optimisation des cycles, des tests « analytiques » sont aussi nécessaires. Des analyses plus rapides que celles exploitées dans le cadre de l’exercice de validation pourront-être utilisées. Celles-ci donneront rapidement des résultats de conformités de cycles avec par exemple une absence de protéines via des écouvillons à détection rapide, des analyses en lignes ou déportées du COT (Carbone Organique Total), des retours pH ou conductivité du rinçage final conformes.
La valeur des critères d’acceptabilité sur les dosages analytiques peuvent-être également un facteur à considérer comme défavorable pour la performance du cycle de nettoyage. Les cycles de nettoyage doivent être développés pour atteindre ces critères d’acceptabilité. Cela va donc impacter potentiellement les temps d’injections fluides, volumes de fluides, température des fluides, positionnement du matériel et d‘autres critères du TACT. (Temps-Action-Chimie-Température)
La reproductibilité pourra aussi être conduite pendant cette fiabilisation, permettant ainsi d’éprouver le procédé de nettoyage une fois défini et donc d’en tester sa robustesse.
Cette étape fait partie intégrante du processus de validation du nettoyage, puisqu’elle prépare le procédé de nettoyage en sa validation mais aussi à son utilisation quotidienne et donc en son maintien de l’état validé.
Les modifications et les optimisations des recettes de nettoyage ainsi que les paramètres critiques ou de pilotage doivent être encadrées par des documents avant la validation de nettoyage; cette phase peut être considérée comme préliminaire et pré-requis à un démarrage de validation.

4. Impact de la fiabilisation des recettes de nettoyage sur la performance
La fiabilisation des recettes de nettoyage doit donner confiance dans la performance du procédé avant le démarrage des validations de nettoyage, garantissant ainsi le bon déroulement de l’exercice de validation.
La performance va être mesurée sur l’absence ou la diminution du nombre d’anomalies de cycles de nettoyage ayant une répercussion immédiate sur la durée et le coût de l’exercice de validation.
Le nombre d’essais à reprogrammer peut ainsi être limité. Tout essai de validation de nettoyage supplémentaire porté par des lots de production peut avoir un impact majeur pour l’industriel. C’est pourquoi, une validation de nettoyage doit permettre de confirmer par un nombre d’essais définis préalablement, et pas seulement un seul essai, l’efficacité du cycle sans mettre à risque la productivité.
Les leviers d’amélioration des exercices peuvent aussi contribuer à la simplification du processus, en adaptant le niveau attendu du procédé de nettoyage en fonction des risques associés aux étapes du process. Une rationalisation des prélèvements ou des worst-case déterminés, peut-être réalisée grâce aux analyses et cotation des risques.
Il est important de définir une stratégie de validation de nettoyage adaptée aux risques industriels et aux étapes process dites critiques.
La fiabilisation des cycles permet de limiter, dans les performances des procédés de nettoyage testées, le risque associé à des essais de validation supplémentaires et donc de pouvoir anticiper les résultats de l’exercice de validation.
Conclusion
Une des clefs de réussite de la validation et donc de la performance de cet exercice réside dans la robustesse du procédé de nettoyage. Il est donc important de réaliser des phases de fiabilisation de cycles de nettoyage, garantissant ainsi un niveau de conformité des essais de validation.
Nous rappellerons que la définition ainsi que les niveaux à atteindre des indicateurs de pilotage de la performance doivent rester cohérents aux performances attendues.
D’autres facteurs de réussite permettent également de l’augmenter comme une excellente organisation et coordination des essais de validation en production.
La formation des personnes en charge des essais de validation et en charges des lancements des cycles de nettoyage reste un pré-requis rédhibitoire. Également à prendre en compte les rôles et les responsabilités de chacun et leurs compétences associées pour chaque étape du processus.
La difficulté de cet exercice de validation est de pouvoir concilier les exigences réglementaires de la validation de nettoyage et la productivité des industriels.
Une réponse peut être apportée au travers des essais de fiabilisation des procédés avec un pilotage adapté de la performance de l’exercice de validation.
Partager l’article


Émilie Sollier – Sanofi Pasteur
SME (Subject Matter Expert ) Procédé de Nettoyage et Validation chez Sanofi Pasteur. Expérience de 19 ans dans la validation de nettoyage et Design des procédés de nettoyage. Également Responsable projet sur les exercices de validation de nettoyage sur le site de Sanofi Pasteur Marcy l’étoile. Dans le cadre de cette fonction je pilote la performance des VN dans les projets et j’apporte mon expertise sur les troubleshoutting des procédés de nettoyage.
emilie.sollier@sanofi.com
Glossaire
BPF : Bonne Pratique de Fabrication
Références
1. BPF annexe 15 Chapitre 10 validation de nettoyage § 10.3
