


Summary
- Injectable Combination Products. Issues and challenges for industry.
- Deadline Extension or Not: Key Points for Class I Manufacturers
- The new challenges of injectable medicines
- Clinical Investigation of Combined Medical Devices Under New Regulation (EU) 2017/745 (MDR)
- Contribution of the physicochemical characterization of the materials constituting medical devices for rationalisation of their biological assessment.
- Steering Cleaning Validation Performance : A Key Industrial Challenge.
- Cleaning Process Validation: Why and How to Validate Analytical Methods and Related Sampling Methods
- A Risk-Based Approach to Stainless Steel Equipment Maintenance in cGMP Manufacturing Environment
- Single Use Systems vs Re-Usable Stainless-Steel Equipment. Compliance & Quality Perspective.
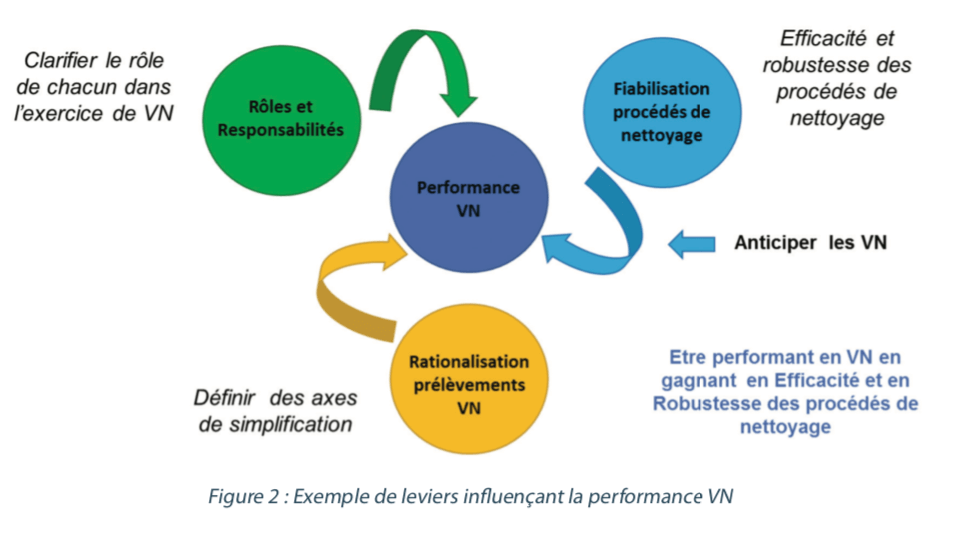
Steering Cleaning Validation Performance : A Key Industrial Challenge.
Can we really talk about performance when it comes to cleaning validation exercises? How can it be measured? These are exercises that are acknowledged as being “long”, as indicated in Annex 15 to the GMP, and therefore often costly to implement.
Defining and measuring this performance opens up the possibility of improving the cleaning validation process and facilitating its application for industrialists. It is therefore of key importance that we should be capable of steering it.

1. Defining cleaning validation process performance
It should be noted that the performance of the validation exercise is not to be confused with the performance of the cleaning process itself, although the latter does make up a large part of any success.
The performance of the validation process must be left to the appreciation of the industrialist in the way that they steer it. Here, we will define performance as the degree of success of the validation exercise against the targets, estimates and processes defined by the industrialist, always with the objective of improving the process and in accordance with productivity expectations. Which brings us directly to the means of measurement and the monitoring indicators to be implemented.
2. Examples of indicators
The performance indicators are linked to the objectives to be achieved. Initially, it is important to refer to past validation exercises, as this analysis will serve to define the levers for improving future exercises and the monitoring indicators will be appropriate in relation to the levers that have been selected.
There are different ways of monitoring. They must represent a genuine improvement of the cleaning validation process and they must be easy to achieve. Indicators that are not representative or on which too high a level must be attained will result in low or moderate performance without showing a genuine impact for the industrialist in the short term.
This this type of indicator, and also its level, must therefore be defined after an in-depth analysis of the exercises that have been carried out, based in particular on the typology of the anomalies that can have an impact on the cleaning validation process.
The reduction in the percentage of anomalies or invalid tests (thus avoiding retests) is a quality indicator that enables performance to be enhanced. Other such indicators include exercise duration and sampling costs. Resource (personnel) costs may also provide a sound indication of the complexity of carrying out the exercise.
Each indicator will be influenced by the actions implemented on the levers to be improved. An example of this would be the robustness of cleaning in order to avoid anomalies in cleaning cycles and have a direct impact on the anomalies indicator.
3. Cleaning process reliability and robustness
Enhancing the reliability of cleaning recipes and establishing confidence in the performance of our cleaning processes is an important lever in improving the performance of the validation exercise.
The acquisition or modification of a cleaning process does not necessarily guarantee good results right from the very first cycle. The industrialist should allow for the risk of cycles with a poor performance on the soils or residues to be eliminated. The design of the cleaning process should be defined according to the contact products, equipment, upstream process and cleaning step, and this should be done as early as possible in the cleaning process design, working in partnership with the supplier. This step will enable an initial saving on cleaning process reliability testing.
When defining the design of the cleaning process, tolerances should be defined that are representative of the chosen technologies and sufficiently robust to avoid being close to the performance limits of the cleaning process.
It is therefore up to the industrialist to carry out reliability tests on the cleaning recipes before engaging in the cleaning validation process.
These reliability tests may be conducted in different ways, with or without a product, and before and/or after cleaning equipment qualification.
By developing the cleaning cycles as early on as possible, the parameters that do contribute to the efficiency of the cleaning process can be clearly established. The critical parameters and process steering parameters are thus defined along with the related tolerance values. A risk rating for each phase in the cleaning cycle allows these two types of parameters to be defined. This will result in steering tests at the limit values of each parameter influencing cleaning efficiency.
Any anomalies or non-conformities observed on a cleaning parameter in functional equipment qualification tests must be analyzed and corrected following a quality process. Corrections made to cleaning parameters may have an impact on the cleaning cycles that are developed prior to qualifications. If this is the case, the cleaning parameter modifications must give rise to further cleaning cycle reliability testing with additional tests to confirm its efficacy.
Another factor that can be worked on simultaneously, apart from the cycle itself, is the positioning of the equipment in the trolleys or baskets in the washing machines. By testing different loads depending on the type of equipment, a full or partial load may prove to be the worst case or not.
For reliability testing with products, a theoretical cleanability matrix must be prepared in order to determine the worst-case products for tests or to use an artificial soil that is close to the product characteristics. After the reliability testing phase, it is not impossible to change these theoretical choices as other products that were not selected in theory may appear after these tests, depending on all the steps in the cleaning process.
The operating conditions for these product tests must also take account of any unfavorable factor for cleaning, such as thermal decontamination or any other additional treatment.
The maximum dirty hold times should also be applied as a negative factor. The number of tests to be performed depends on the knowledge of the products, equipment and cleaning processes.
“Analytical” tests are also necessary during this cycle optimization phase. More rapid analyses may be used than those required in the validation exercise. They will provide quick results on cycle conformity, for example by an absence of proteins via rapid-detection swabs, in-process or remote analyses of TOC (Total Organic Carbon), or compliant feedback on pH or conductivity of final rinse water.
The acceptability criteria values for the analytical measurements may also be a factor to be taken into consideration as being unfavorable for cleaning cycle performance. The cleaning cycles must be developed in order to achieve those acceptability criteria. This will therefore have a potential impact on fluid injection times, fluid volumes, fluid temperatures, equipment positioning and other TACT (Time-Action-Chemical-Temperature) criteria. Reproducibility may also be assessed during this reliability testing phase in order to try out the cleaning process once it has been defined and test its robustness.
This step is an integral part of the cleaning validation process as it prepares the cleaning process not only for its validation, but also for its daily use and thus for its validation to be maintained over time.
Modifications and optimizations of cleaning recipes and the critical or steering parameters must be backed up by documents prior to cleaning validation; this phase may be considered a preliminary or prerequisite to starting up validation.

4. Impact of recipe reliability on performance
Enhancing recipe reliability should establish confidence in process performance before starting cleaning validations, thus guaranteeing a smooth-running validation exercise.
The performance will be measured by the absence or decrease in the number of cleaning cycle anomalies having an immediate repercussion on the duration and cost of the validation exercise.
The number of tests to be rescheduled may thus be limited. Every additional cleaning validation test on production batches can have a major impact for the industrialist. The cleaning validation must therefore allow the efficiency of the cycle to be confirmed by a pre-defined number of tests, and not just a single test, but without endangering productivity.
The levers for improving such exercises may also make a contribution to process simplification by adapting the expected level of the cleaning process to the risks associated with the different steps in the process. Rationalization of sampling or of the determined worst cases can be achieved thanks to risk analyses and ratings.
It is important to define a cleaning validation strategy that is adapted to the industrial risks and to the so-called critical steps in the process.
Cycle reliability allows the risk of additional validation tests being required to be limited in the performances of the cleaning processes being tested, enabling the results of the validation exercise to be anticipated.
Conclusion
One of the keys to the success of validation and therefore to the performance of this exercise is the robustness of the cleaning process. It is therefore important to carry out cleaning cycle reliability testing phases in order to guarantee a level of conformity in the validation tests.
The reader is reminded that the definition of the performance steering indicators and the levels to be attained must remain consistent with expected performances. Other factors can also contribute, such as excellent organization and coordination of the validation tests during production. Training of the individuals in charge of validation tests and of launching the cleaning cycles remains an essential prerequisite. The roles and responsibilities of each of them and the skills associated with each step in the process must also be taken into account.
The difficulty of the validation exercise lies in succeeding in reconciling the regulatory requirements of cleaning validation and the productivity of the industrialists. A response may be provided via process reliability testing with adapted steering of validation exercise performance.
Share article


Émilie Sollier – Sanofi Pasteur
emilie.sollier@sanofi.com
Glossary
CV: Cleaning Validation
GMP: Good Manufacturing Practice
TOC: Total Organic Carbon
References
1. GMP Annex 15 Chapter 10 Cleaning Validation § 10.3
