
Summary
- There is everything to gain from working in campaign mode, a breakthrough in isolator productivity
- Visual inspection: main findings of ANSM inspections
- Cleaning validation of production equipment: Visual inspection, accreditation of staff in “visually clean”
- A Refresher on Disinfectant Wet Contact Time
- THE EU MDR and IVDR : Combination products now subject to the same degree of surveillance as standalone medical devices
- Suitability of the Mono-Mac-6 cell line for the detection of endotoxins and non-endotoxin pyrogens
- Biological indicators, random growth. Is your decontamination cycle really at fault?
- Determining a Strategy for Container Closure Integrity Testing of Sterile Injectable Products
- Efficient Control Strategy enabled by structured Knowledge
- High-performance solution for real-time colony counts on filtration membranes in microbiological analysis with ScanStation
There is everything to gain from working in campaign mode, a breakthrough in isolator productivity.
In the pharmaceutical industry, working in campaign mode is defined as the retention of equipment (other than that in contact with the product) and of the environment throughout the duration of the campaign for a defined number of batches.

In other words:
- The filling circuit in contact with the product (pipes, needles, pumps,) is replaced, cleaned and sterilised between each batch;
- The equipment in contact with primary items (caps, piston gaskets, etc.) is retained throughout the whole duration of the campaign and for the number of batches that can be produced in a campaign (bowls, manifolds).
- The filling environment is retained throughout the whole duration of the campaign and for the number of batches that can be produced in a campaign.
Campaign mode is not specific to the use of isolators, it can be also used on RABS lines (Restricted Access Barrier System).
Regarding the value of transitioning to campaign mode
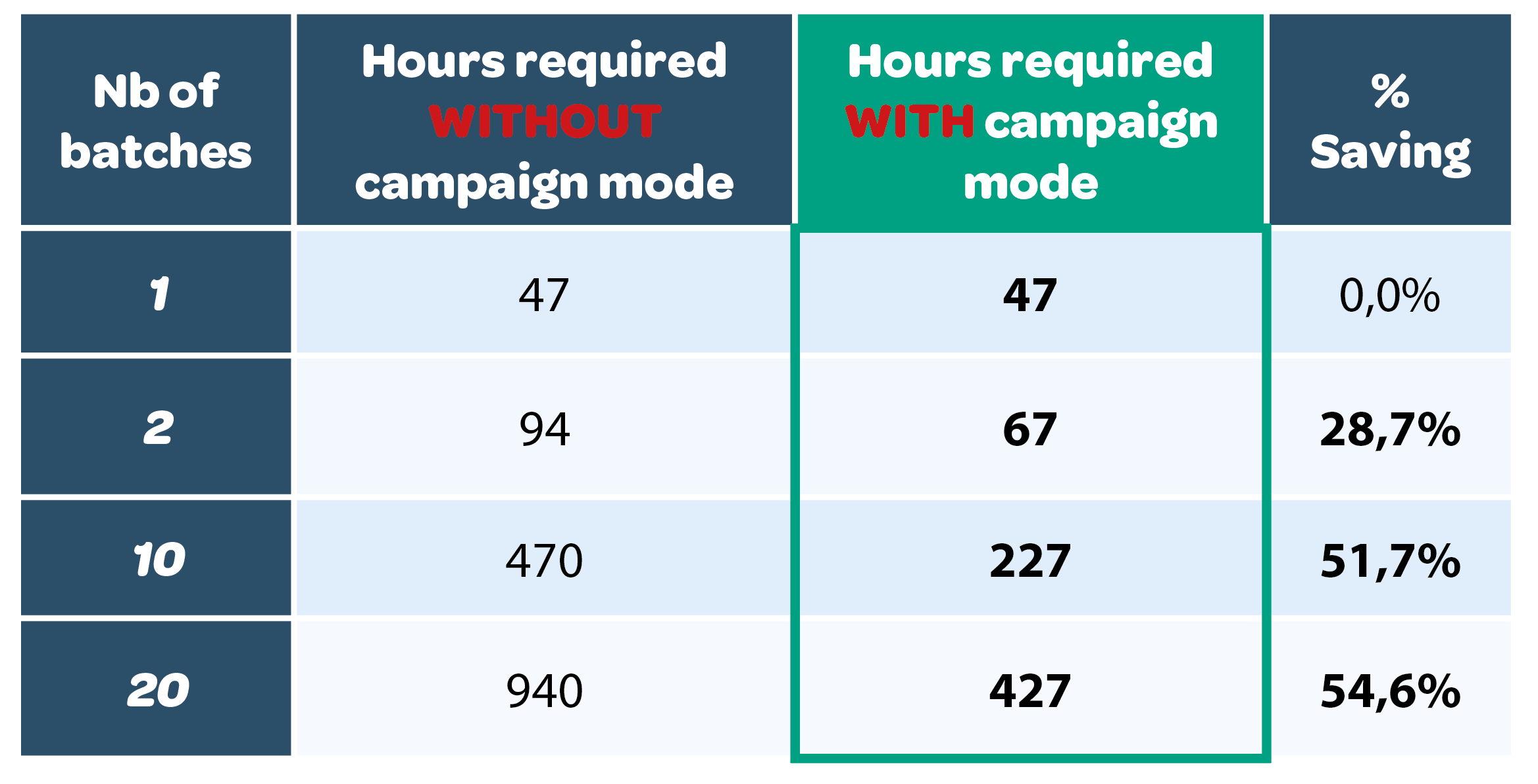
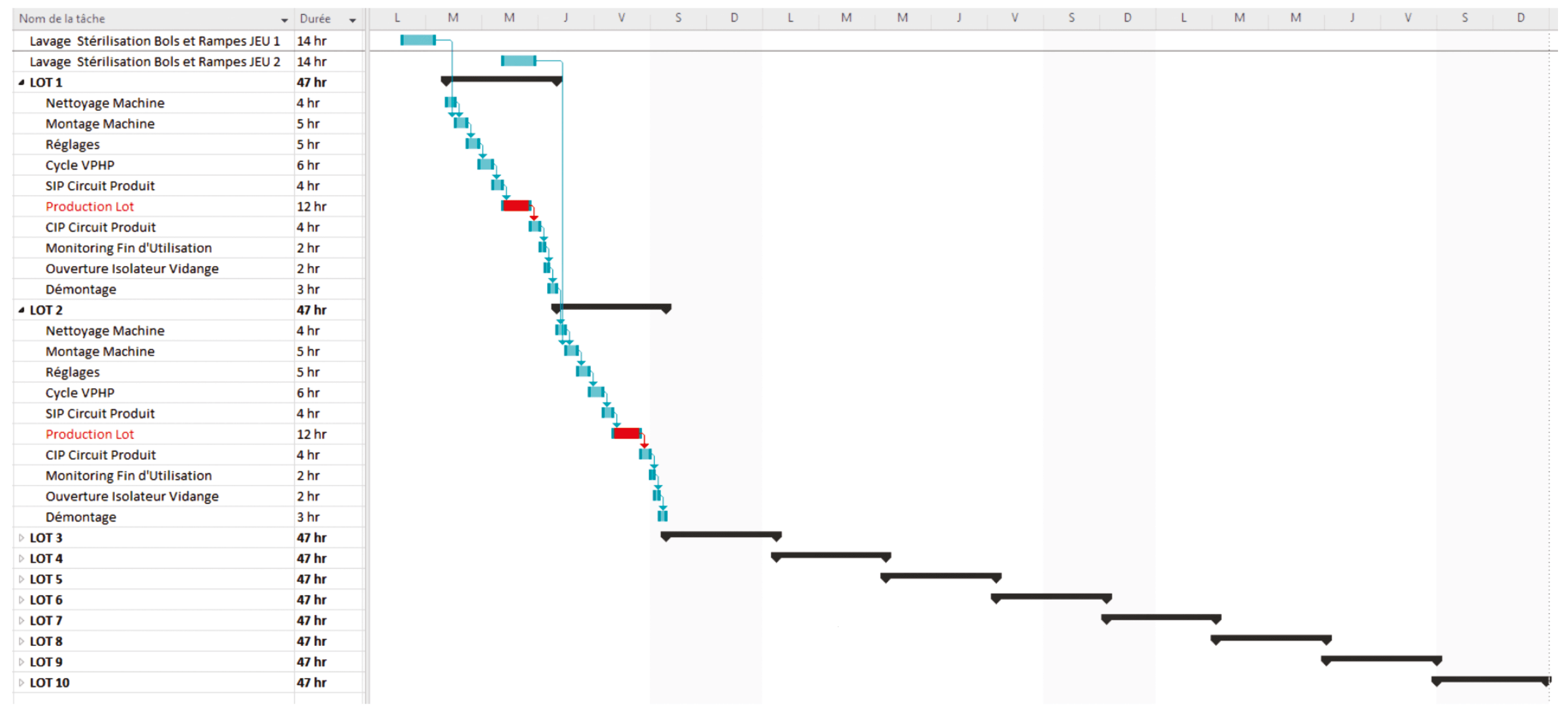
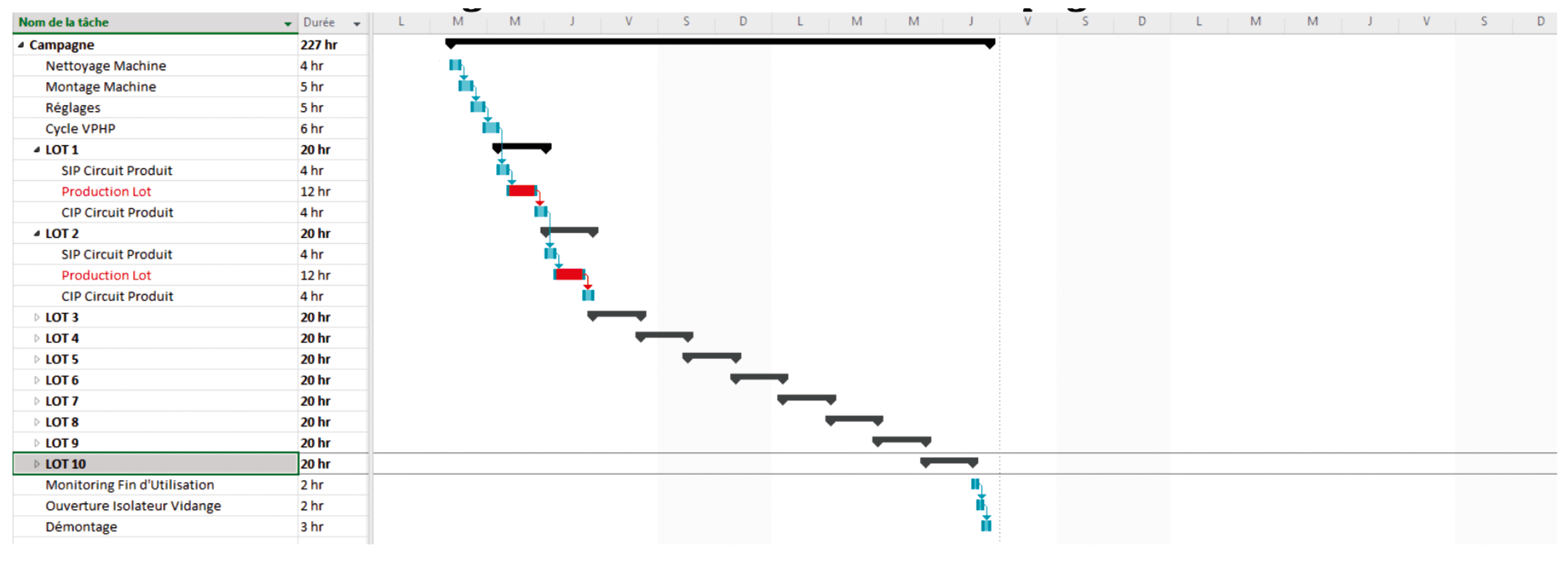
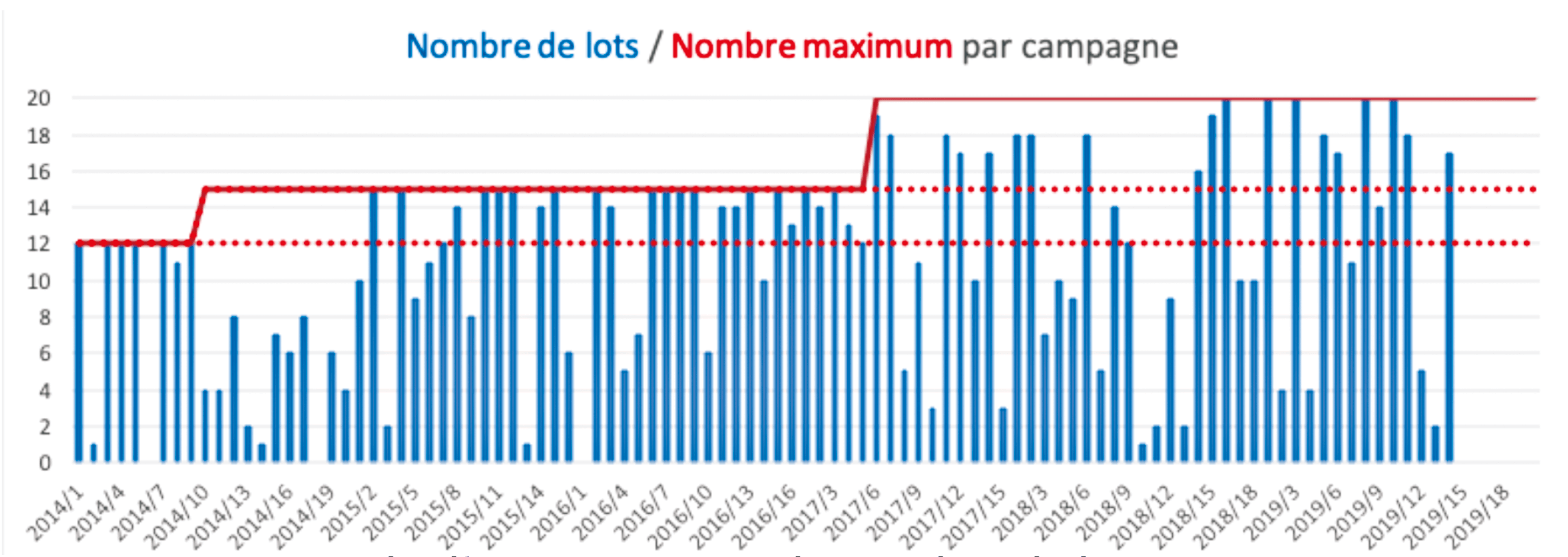
The productivity benefits of transitioning to campaign mode, doubling the filling capacity of an isolator production line, are shown in Figures 1 and 2. Table 1 quantifies the time saving possible through the use of campaign mode. And the sequences of isolator production operations for 10 batches with and without campaign mode are in the detail shown with Figures 1 & 2.
Working in campaign mode allows the sharing of activities therefore saving time, but the risks are then shared by all batches in the campaign; the elements of the production line that are carried out in an isolator must be sufficiently reliable for there to be no necessity to stop the campaign, because of an incident which would require opening the isolator for its resolution (mechanical breakage, disconnection).
Use of campaign mode must (optimally) be taken into account when choosing / designing the filling machine. This will allow companies to have a machine capable of achieving their goals regarding the number of batches to be produced in a campaign without restriction by mechanical constraints, change of format, number of equipment items / consumables for the monitoring operation at the beginning of the campaign, etc. The main risks associated with the use of isolators are mentioned in the boxed text, they are not specific to campaign mode.
2. How should transition to campaign mode be carried out?
The duration of the campaign and the number of batches are based on the desired manufacturing capacity.
The duration of the campaign corresponds to the environmental performance of the closed chamber which is validated by EMPQ (Environmental Monitoring Performance Qualification). It is validated by 3 EMPQ exercises conducted during and after 3 campaigns of the target duration. The aseptic activity (procedures) conducted during each of these campaigns must be representative of the aseptic activity that is necessary during a production campaign.
The number of batches in a campaign is validated by 3 initial APS campaigns (Aseptic Process Simulation) including (or representing) the desired number of batches. The aseptic activity carried out during each of these campaigns must be representative of the aseptic activity which will be carried out during a production campaign. There will be a higher level of aseptic activity in the APS than can be carried out in a production batch (number for each type of procedure).
During initial validation of the duration and number of batches, APS and EMPQs are generally performed together. In theory, two methods may be envisaged: the “single stage” method or the “iterative” method.
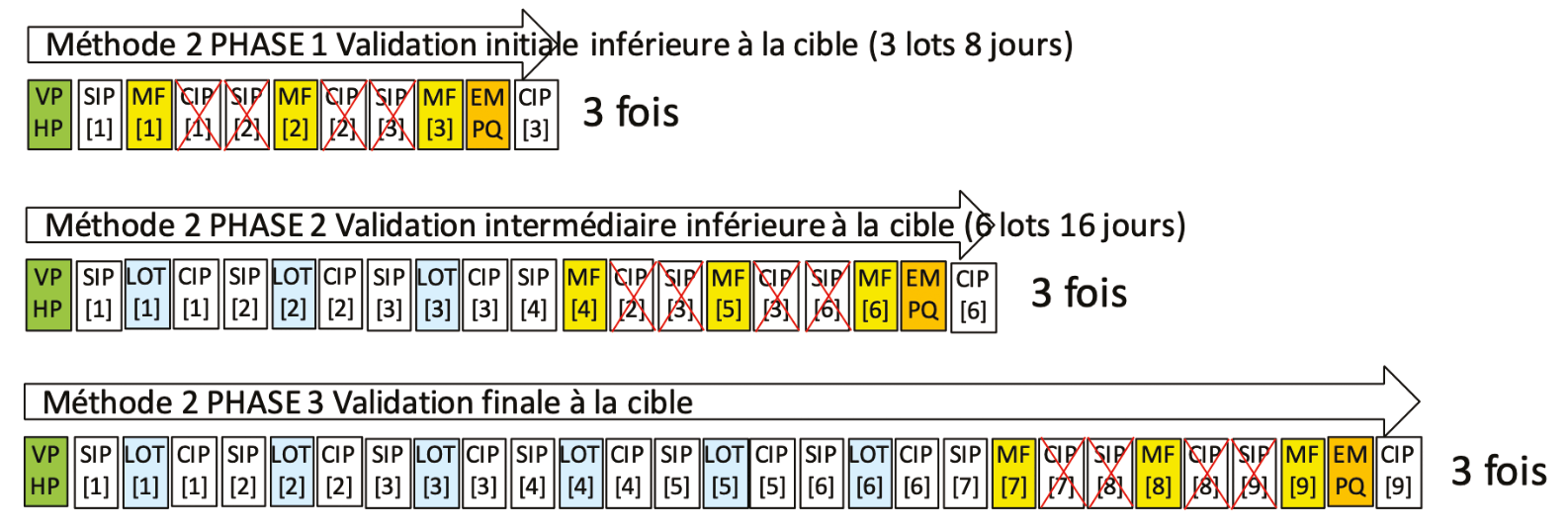
Take the example of a machine with a filling circuit that is cleanable and sterilisable in place and whose goal dictated by manufacturing capacity would be to operate campaigns of 9 batches over a period of 22 days. See Figure 3. Figures 4 and 5 show the sequence of different activities involved in carrying out validations in each of these methods. In APS, the CIP (Cleaning in Place) and SIP (Sterilization in Place) between two APS “batches” are not performed, only the disconnection and reconnection of the filling circuit is carried out.

Note that if the machine includes a single use filling circuit, there is the choice:
- of replacing / disposing of the filling circuit between each APS “batch” to evaluate the impact of the assembly and disassembly manipulations on the isolator environment;
- or simply of disconnecting and reconnecting the same circuit; depending on the complexity and the risk associated with manipulations.
3. “Single stage” method

This allows direct validation of the target, and may appear faster at first sight. However a machine “learning” phase must be taken into account, during which adjustment practices will not be optimised and will result in the campaign being interrupted after an incident that requires the isolator to be opened for its resolution.
Validation by the “single stage” method can only be established by the consecutive performance of 3 22-day campaigns with 9 media fill batches which appears difficult to achieve at first (risk of interruption of the campaign as cited above). Throughout this whole period, no commercial batch can be produced.
4. “Iterative” method
This allows:
- the production of product validation batches more rapidly,
- more rapid submission to the authorities,
- reduction of the impact of premature campaign “breaks” (or interruptions without immediate restart being possible) in the production plan in the initial years.
In this “iterative” method, routine APS are used to allow the establishment of the data necessary to increase campaign duration and batch numbers. Knowing that a routine APS is carried out every 6 months, it does not require more than a year and a half to implement an increase in campaign duration and batch numbers.
In addition, if the strategy for increasing batch numbers and campaign duration is submitted at the same time as the initial submission, the application can be actioned simply by sending the new data without the need for a prior response from the authorities.
5. How should documentation be managed in campaign mode?
Campaign record versus batch record.
As data generated in campaign mode are shared between several batches, it is (from experience) easier to organise the documentation in different files. The batch record will contain the data specific to the batch and the campaign record will contain the data set shared by all batches from the same campaign. The data compiled in the campaign record are those corresponding to the activities shown in yellow. The data compiled in the batch record are those corresponding to activities shown in orange (1 file per batch).

Data associated with the isolator itself for the duration of the campaign (number of batches, duration, equipment connections, environmental monitoring, pressures, temperature, ) are associated with the campaign record as well as the results of glove integrity tests. No batch produced in a campaign can be released without the campaign record being complete and compliant.
6. Management of unforeseen events
And since everything does not always go off without incident, it is necessary to plan the action to be taken ahead of time in the case that specific events occur which could challenge the aseptic status of the isolator:
- a hole in a glove, RTP (rapid transfer port) drop
- leakage of liquid during Clean in Place,
- leakage of air
- “uncovering” of surfaces “less exposed” to H2O2,
- any degradation of pressure-temperature-humidity conditions that could affect the isolator environment,
For each case envisaged, a decision tree must be developed to pre-analyse the causal pathways and the consequences for the batch and /or the campaign (specify whether additional samples should be taken, if the campaign should be stopped, …) This will avoid the following risks:
- Raising questions only when the event happens;
- Responding differently to each occurrence;
- Realising that you would have liked to take a sample that can no longer be taken.
Conclusion
Campaign mode allows an isolator line to be made profitable quickly, without degradation of the quality of the units produced. It enables increased production and limits elastomer ageing by less frequent exposure to H2O2. Campaign mode is not a futuristic concept, it has been employed for a long time on numerous sites and has demonstrated its effectiveness.
Partager l’article


GIC A3P Technologie Barrière
Encadré de rappel : Risques associés au travail campagne… mais pas que !
RISQUE N°1
La qualité du nettoyage pré-décontamination
Un nettoyage/désinfection, scrupuleux de toutes les surfaces internes de l’isolateur, doit être réalisé préalablement à la décontamination par évaporation en phase vapeur de H2 O2 (VPHP) de l’intérieur de l’enceinte. Cette opération nettoyage “mécanique” permet de retirer les “salissures” et de réduire ainsi la contamination d’origine biologique. Les résidus d’agent de nettoyage ou de désinfectants peuvent eux-mêmes présenter des risques lors de la bio-décontamination de l’enceinte s’ils ne sont pas éliminés de façon efficace. Il convient, à l’issue de ce nettoyage/ désinfection, de gérer le statut “propre” de l’isolateur mais aussi les conditions de perte de ce statut et les actions nécessaires pour le retrouver.
RISQUE N°2
Les contaminations en intercampagne
L’intercampagne est la période de temps qui s’écoule entre la fin d’une campagne et la campagne suivante ; durant cette période, l’isolateur subit les opérations de démontage, maintenance, remontage de la ligne de remplissage. Des contaminations particulaire et microbiologique peuvent être causées par ces activités de maintenance, préparation montage de ligne, … d’où l’absolue nécessité de définir et d’afficher les “Bonnes Pratiques d’Intercampagne” et de bien former le personnel intervenant. Lorsque les portes doivent être ouvertes pendant l’intercampagne : les ventilateurs de l’isolateur fonctionnent. Lors de cette session de travail, le personnel en contact avec l’intérieur de l’isolateur : est limité en nombre, est dédié à cette activité lors de sa présence dans la zone, porte des protections adaptées (protection de la tête, masque, gants stériles, lunettes,…) pour limiter l’introduction de particules lors des activités dans l’isolateur. Dans un esprit de préservation de la propreté particulaire de l’isolateur, tout matériel entré dans un isolateur pendant une intercampagne doit être au préalable lavé / décontaminé pour limiter la biocharge potentielle.
Glossaire
APS Aseptic Process Simulation (Test de répartition simulée)
CIP Cleaning in Place (Nettoyage en place)
EMPQ Environmental Monitoring Performance Qualification
H2 O2 Peroxyde d’hydrogène
HEPA High Efficiency Particulate Air
MF / MFT Media Fill Test ou APS (Test de répartition simulée)
MFU Monitoring de Fin d’Utilisation
RABS Restricted Access Barrier System
RTP Rapid Transfer Port
VPHP Vapor Phase Hydrogen Peroxyde (Peroxyde d’hydrogène gazeux)
SIP Sterilization In Place (Stérilisation en place)
