


Sommaire
- Pourquoi et comment faire une caractérisation thermique d’un produit avant lyophilisation ?
- Les clés d'une qualification réussie
- Comment mener une analyse de risque contamination sur un procédé de lyophilisation ?
- CIP evolution in freeze dryers. Optimize turnaround time & water consumption
- Basiques en simulation de procédés aseptiques et lyophilisation
- Silicon oil detection in pharmaceutical freeze dryer by mass spectrometry
- Les spectromètres de masse. Retour d'expérience
- EN 17272. Nouvelle norme relative à la désinfection par voie aérienne automatisée
Les spectromètres de masse. Retour d'expérience
Les procédés de fabrications des médicaments sont souvent complexes, non seulement au niveau scientifique, mais également lorsque l’on regarde les équipements utilisés. Dans notre industrie, nous produisons des formes retards à l’aide de matrices polymères – principes actifs. Lors de ces fabrications, des procédés de broyage, extrusion et lyophilisation sont utilisés. Chaque équipement permet la transformation des matières premières en un produit pharmaceutique, mais il est également source de contaminations.

1. Besoins et critères pour l’achat d’un spectromètre
Dans ce type de procédés mécaniques, la maitrise de l’usure des équipements est un facteur primordial afin de limiter les contaminations.
Il y a des pièces d’équipements d’usure qui peuvent être contrôlée et changées régulièrement sans trop de problèmes, mais lorsqu’ il s’agit de lyophilisateurs, la situation se complique.
Ce sont des équipements couteux, un procédé en batch et qui est souvent l’équipement qui limite la capacité de production. Ils sont chers et nécessites du temps et des ressources importantes pour leur mise en route. Ils sont utilisés pendant plusieurs décennies et il est donc impératif de pouvoir surveiller leur usure afin d’assurer la qualité des produits.
Le lyophilisateur est soumis à des contraintes thermiques et mécaniques. La possibilité de rupture de l’intégrité du système d’huile est l’une des préoccupations principales de chaque industriel.
En effet, les fabricants de lyophilisateurs recommandent un changement de ces flexibles, mais il est difficile de déterminer une durée de vie. Cela dépend de trop de facteurs comme la fréquence d’utilisation, des procédés de stérilisation et de nettoyage, des évènements survenus en routine comme les pannes ou les incidents. Sur les conseils du fabricant. Nous avons choisi d’installer un spectromètre de masse de la marque “LYOPLUS TM” de GEA. Le fabricant propose deux variantes ; une installation fixe sur les équipements et l’autre mobile.
Nous avons opté pour le choix du spectromètre mobile, puisque nous avions 2 lyophilisateurs afin de rationaliser l’investissement et d’assurer un back up en cas de panne, puisqu’il est assez facile de louer un équipement de remplacement si besoin.
Si le choix d’un spectromètre mobile permet de limiter les couts d’achat, d’un autre côté il faut être très vigilant car ce choix est lié à des risques importants de mauvaises mesures et des risques accrus d’endommager l’équipement.
2. Mesure sur LYOPLUS “mobile”
Afin d’illustrer les différentes difficultés pour l’utilisation d’un spectromètre mobile, nous allons illustrer la procédure de mesure mise en place avec les précautions d’utilisation impératives afin de réaliser des mesures fiables et sans endommager l’équipement. L’appareil est sur un charriot et permet donc de la déplacer d’une zone technique à l’autre pour réaliser les mesures sur les différents lyophilisateurs du site.
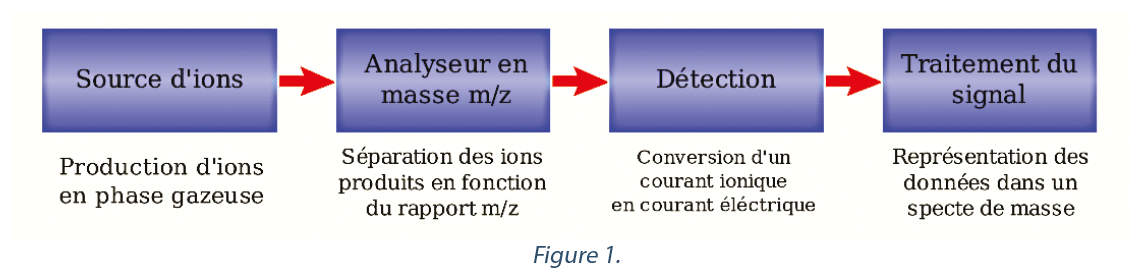
Il faut d’abord rappeler le fonctionnement d’un spectromètre de masse. La spectrométrie de masse est une technique permettant de détecter et d’identifier des molécules en déterminant leur masse moléculaire. Son principe réside dans la séparation en phase gazeuse de molécules chargées en fonction de leur rapport masse/charge (m/z). L’échantillon à identifier sous forme de gaz, dans notre cas le gaz (air) présent dans le lyophilisateur, est ionisé par une source de ions, ces-derniers sont accélérés, puis passent dans un analyseur, qui trie les ions en fonction de leur rapport m/z, puis ils arrivent dans un détecteur de ions et un ordinateur traite le signal obtenu (voir Figure1).
Des traces de silicones seront aisément détectées. Une simple emprunte de doigt contaminé par du silicone sera évaporée par le lyophilisateur et identifiée par le spectromètre.
Afin de réaliser les mesures, il faut que la chambre soit à une pression inférieure à 500 microbar. Plus cette valeur est faible, plus la vapeur d’huile de silicone pourra être évaporée et détectée, mais une valeur trop basse impacte la précision de la mesure. Les recommandations du fournisseur sont de réaliser la mesure à environ 100 microbar. Il est également impératif de réaliser les mesures toujours dans les mêmes conditions afin de pouvoir comparer celles-ci entre elles.
Dans notre cas, cela implique de s’assurer que le lyophilisateur est sec en lançant au préalable un dégivrage. Les conditions de mesures sont les suivantes 25°C et à 100 microbars avec la vanne ouverte entre la chambre et le piège. Les 10 premières minutes sont nécessaires pour stabiliser l’appareil et ne sont pas considérées comme des valeurs fiables. La mesure à proprement parler est réalisée durant 30 minutes et la valeur maximale mesurée doit se trouver en-dessous de la limite d’action définie. Après chaque mesure, le spectromètre doit subir une sorte de nettoyage, appelé « bake », qui est un échauffement de la chambre de mesure pour “brûler” les résidus de la mesure précédente. Ensuite une vérification du bon fonctionnement est réalisée à l’aide d’un “unit test”, qui fait passer 4 gaz étalons pour lesquels les spectres sont connus.
En résumé voici donc les étapes :
- Dégivrage et séchage du lyophilisateur
- Mise en condition de mesure du lyophilisateur : 100 ± 20 μbar et à 25 ± 2 °C avec ouverture de la vanne entre la chambre et le piège
- Connexion du lyophilisateur au spectromètre par l’ouverture de la vanne reliant les deux équipements => attention la connexion doit uniquement se faire lorsqu’on les conditions des 100 μbar sont atteinte, sinon le détecteur du spectromètre sera endommagé
- Stabilisation de 10 min
- Mesure de 30 min
- Nettoyage du spectromètre (“Bake”)
- Unit test pour vérifier le bon fonctionnement de l’équipement
Dans la mesure du possible, les étapes précédentes doivent être programmées pour assurer une plus grande reproductibilité et une mesure plus fiable. La mise en condition du lyophilisateur sera nettement plus stable si un automate régule la température et la pression, que si ces paramètres sont maintenus de manière manuelle. Les variabilités de mesures de la pression influenceront la valeur en ppm. De plus amples explications sur sujet, ainsi que sur l’importance des connexions entre le spectromètre de masse et le lyophilisateur seront développés dans les chapitres suivants.
3. Définitions des spécifications
Le premier objectif d’un spectromètre de masse couplé à un lyophilisateur, est de rapidement détecté une micro-fuite de silicone pour empêcher toute contamination de nos produits.
Pour déterminer une spécification, il est important de connaître les éléments suivants :
- La taille de la chambre du lyophilisateur
- La “baseline” de silicone mesurée du lyophilisateur en question
- Les quantités détectées en ppm pour une goutte d’huile de silicone (10 mg) ou la quantité détectée pour une micro-fuite
- L’âge du lyophilisateur
Notre fournisseur GEA a réalisé un test pour déterminer le nombre de ppm détecté pour une goutte d’huile de silicone (10 mg) à 100 μbar ajouté dans un lyophilisateur de chez eux. Le test a montré que la goutte d’huile dans la chambre de 1,3 m3 du lyophilisateur augmentait le signal d’au moins 50 ppm. Un de nos lyophilisateur a le même volume et nous avons pris cette valeur pour calculer notre limite d’action (voir ci-dessous).
Sur la base de ces éléments voici les spécifications, qui sont appliquées pour les deux lyophilisateurs du site.
 |
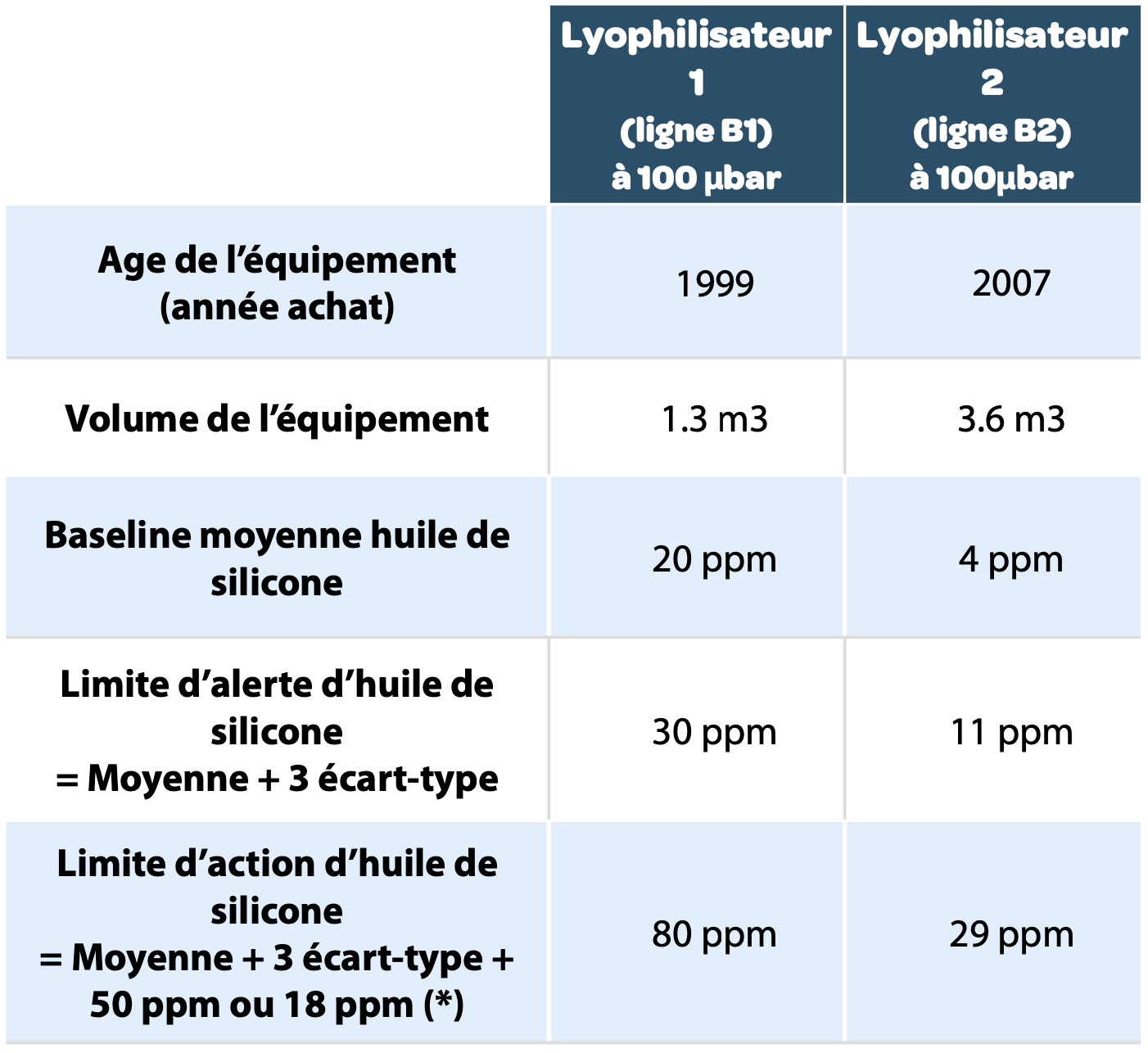 |
* Si l’on considère que le rapport entre la taille du lyophilisateur 2 (3,6m3) et la taille du lyophilisateur 1(1,3 m3) est de 2,8, une goutte d’huile de silicone M5 (10 mg) augmente le signal d’au moins 18 ppm. |
A noter que l’âge de l’équipement influence la “baseline”. Un équipement plus âgé a forcément une usure plus grande et une contamination plus élevée due à des maintenances régulières.
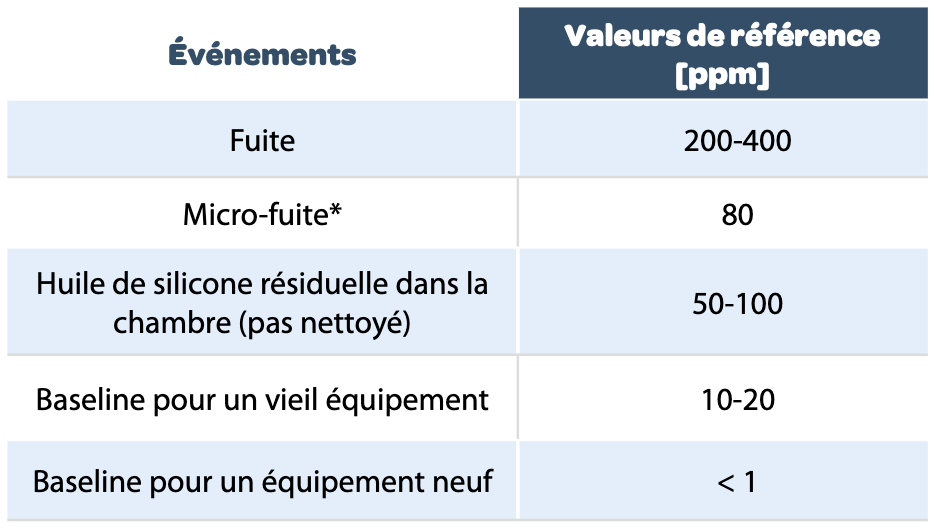
De plus voici des références de valeurs de traces d’huile de silicone dans un lyophilisateur (1.3m3) données par GEA.
 |
4. Résultats, suivi
Le spectromètre de masse permet aussi de s’assurer par exemple à la suite d’une maintenance que la chambre du lyophilisateur n’a pas été contaminée.
Une contamination par de la graisse utilisée pour la lubrification des vis sans fin dans un de nos lyophilisateur a été détectée par le spectromètre de masse. Cela nous a permis de réagir avant la réutilisation du lyophilisateur pour les productions.
5. Procédure de nettoyage de la chambre du lyophilisateur après contamination
Lorsque la chambre du lyophilisateur est contaminée avec du silicone liquide, il convient de réaliser un processus de nettoyage. Cela peut se faire de différentes manières selon le taux de contamination.
- Un détergent adapté peut être utilisé par sprayage puis rinçage avec de l’eau
- La réalisation de plusieurs cycles de stérilisation peut également diminuer la teneur en silicone dans la chambre
- Un flush (balayage) d’azote gaz dans la chambre peut également se révéler efficace.
Seule une mesure de la teneur en silicone obtenue par le spectromètre de masse permettra de s’assurer que le nettoyage aura été efficace.
6. Définition de la fréquence d’analyses, risques qualité / risques business
La logique serait d’analyser à la fin de chaque lot l’absence de présence de trace d’huile de silicone dans le lyophilisateur, mais en pratique ceci n’est pas toujours possible. Le lyophilisateur est souvent un goulot d’étranglement pour la production, il est donc difficile de “perdre” un slot de production pour un test.
En effet, pour la mise en condition du lyophilisateur, la stabilisation, l’analyse et la remise en condition pour le prochain lot, il faut compter environ 19 heures avec beaucoup de manipulation nécessitant la présence d’un opérateur qualifié.
Nous avions donc opté pour une analyse périodique, à une fréquence de 8 lots ou au maximum de 4 semaines.
Cette durée a été fixée en tenant compte du lead time de production/ analyses de libération. L’important est de pouvoir détecter une éventuelle contamination avant que le lot ne quitte l’usine pour éviter des rappels de lots qui auraient été sur le marché.
Il faut tenir compte de la quantité d’en cours et de leur valeur financière afin de prendre la bonne décision. De plus ces évaluations doivent être refaites régulièrement, car la réalité de la production est amenée à évoluer avec notamment l’utilisation du lyophilisateur pour de nouveaux produits ou des évolutions sur l’échelles de production. Ce sont ces considérations qui nous ont amené à revoir notre approche et de finalement automatiser la mesure pour l’intégrer dans le cycle des étapes du lyophilisateur. Ceci a permis d’éviter d’avoir la présence d’un opérateur et de réaliser les analyses en temps caché, la nuit, etc.
7. Critères qui nous ont motivé à passer à des équipements dédiés/fixe sur le lyo
À la suite de valeurs élevées obtenues sur nos lyophilisateurs de 2007 (70-180ppm) et de 1999 (200-280ppm), l’investigation nous a démontré que les éléments contaminants étaient liés aux matériels utilisés pour la connexion du spectromètre et notamment la qualité du tuyau et des joints, qui contenaient des traces de silicone (même si leur présence n’est pas déclarée dans le certificat de matière) mais également un démontage et un montage de cette connexion. Le tuyau a été remplacé par un tuyau tressé en inox et les joints par des joints EPDM mais parfois des valeurs hautes étaient tout de même mesurées. L’action qui a suivi, a été de faire mettre des gants au technicien avant montage des connexions, pour éviter d’avoir une contamination par des traces de doigts par une crème de main par exemple ou d’autres éléments touchés auparavant. Toutes ces mesures ont été bénéfiques et de nouvelles contaminations ne sont pas réapparues. Le technicien a cependant dû être bien informé de la problématique pour comprendre l’importance de toutes ces mesures et de leur application.
8. Projet d’automatisation des séquences d’analyse dans la recette du lyophilisateur
Il a été décidé chez Debiopharm, afin de minimiser tout risque, de réaliser une vérification avec le spectromètre de masse de la teneur en silicone dans la chambre avant chaque nouvelle utilisation du lyophilisateur.
La mesure de la teneur en silicone dans la chambre du lyophilisateur ne peut se faire que lorsque le lyophilisateur est dans des conditions bien définies (piège décongelé, température des étagères et pression dans la chambre contrôlées, etc…).
Un certain nombre d’étapes doivent donc être exécutées dès que les flacons ont été déchargés du lyophilisateur jusqu’au prochain chargement, à savoir dans l’ordre :
- Le test d’intégrité in situ du filtre d’entrée de la chambre
- Le dégivrage du piège
- La mise en conditions du lyophilisateur (température des étagères et pression) pour la mesure de la teneur en silicone
- La mesure de la teneur en silicone par le spectromètre de masse “Lyoplus”
- Le cycle de stérilisation
- La mise en froid des étagères pour le lot suivant (notre produit étant congelé en amont et introduit dans le lyophilisateur sur des étagères déjà pré-refroidies). Cette mise en froid est programmée pour une date et heure précise.
La séquence de toutes les étapes est lancée automatiquement à la suite du déchargement du lot. Dès que l’étape est conforme, l’étape suivante est lancée. Si une des étapes n’est pas conforme, l’étape suivante n’est pas réalisée, une alarme est émise et le groupe d’intervention est averti.
La séquence automatique a été développée sur notre système PLC / Scada. Ce dernier commande le spectromètre de masse pour la mesure de teneur en silicone.
Le gain de cette implémentation de cette séquence automatique est important pour le secteur production. Car il est possible d’enchaîner les différentes étapes (durée totale de 12h) sans intervention humaine et avec un arrêt minime entre le déchargement du lot précédent et du prochain chargement (surtout que les différentes étapes se font de nuit et sans travail en équipe).
Avant la mise en place de cette séquence automatique, il n’était pas possible de réaliser cette vérification de la teneur en silicone après la réalisation de chaque lot.
9. Situation actuelle, suivi à chaque lot, trends et niveau d’alerte.
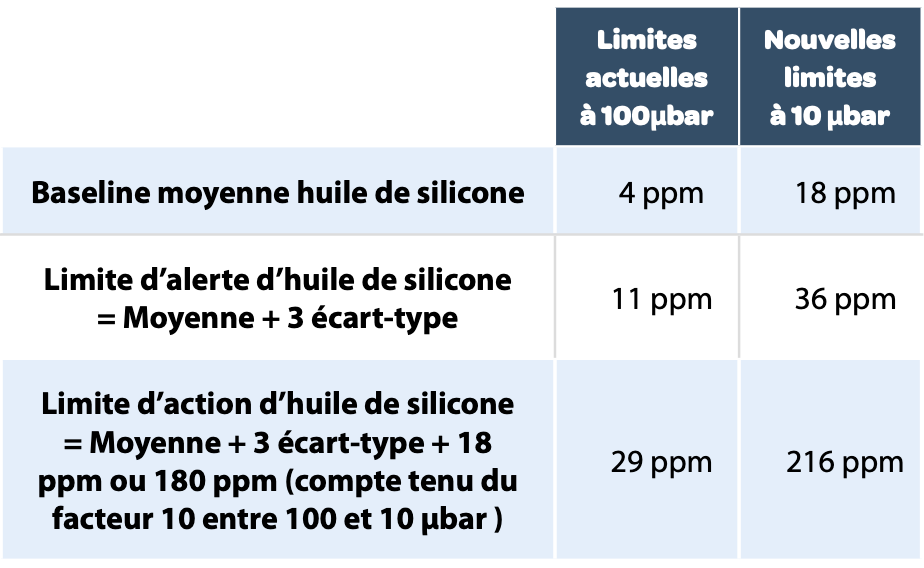
Les mesures actuelles sont réalisées après chaque lot produit. Les valeurs détectées sont proches de 0 ppm à 100 μbar. Une investigation est en cours pour réaliser la mesure à 10 μbar et de modifier les limites en conséquence.
Voici les nouvelles limites proposées pour le lyophilisateur 2 de 2007
 |
Partager l’article


Laurent GAY, Marco SALVAGNI & Nathalie SCHWEIZER – DEBIOPHARM
laurent.gay@debiopharm.com
