
Octobre 2021
La Vague n°71
Spécial Congrès A3P : Annexe1, Single Use, Remote Audit
Sommaire
- Un point sur le Rouging.
- Gestion des tensions d’approvisionnement durant la crise sanitaire. Retour d’expérience Aspen / Pall Corporation.
- Impact des technologies à usage unique sur l’environnement : mythes et réalités.
- Estimation des coûts de projets. Les bonnes pratiques à adopter.
- The Importance Of Automation & Data Management Across Biomanufacturing Workflows.
- Réduire le risque de contamination : une priorité pour la nouvelle génération de techniques de production aseptique.
- Automated Parts Washer Virtual Factory Acceptance Test.
- Investigation à distance, une option depuis la crise sanitaire.
Automated Parts Washed Virtual Factory Acceptance Test.
The factory acceptance test (FAT) is common practice to evaluate the design and operation of new equipment on the factory floor. End users gain valuable experience from experts that have designed, built, and tested hundreds of units. The FAT also identifies items that need to be addressed before the delivery and installation of the equipment. This practice has been used for decades and is extremely valuable.

The last year required changes in the FAT routine because of travel restrictions due to the COVID-19 pandemic, so virtual (or remote) FATs were implemented. These virtual FATs range from completely virtual events to hybrid models. This article reviews the virtual FAT process with attention to a hybrid model. As travel restrictions relax, a hybrid virtual model may be the new standard for automated parts washer FATs.
1. Introduction
Factory acceptance testing is a critical component in the acquisition of a cGMP automated parts washer because it can eliminate surprises during the commissioning and validation[1-7]. Due to travel restrictions, manufacturers have shifted to a virtual or remote FAT (vFAT) model. The goal of a FAT is to ensure the equipment meets the user requirement specifications (URS), functional specifications (FS), and design specifications (DS)[8]. Therefore, a vFAT can be challenging because the user must remotely ensure the equipment meets all these requirements.
The first instinct in coordinating a vFAT is to create a fully virtual experience using a live camera feed to enable remote customers to see through the eyes of the engineer executing the FAT. This approach seems feasible, but experience has shown that over-reliance on live camera feeds leads to several long days of streaming and watching videos, which is taxing for the engineer executing the FAT and the engineers remotely viewing the event. This discovery, along with many others gleaned over the course of fifty-plus vFAT events, has enabled the development of a much improved and more effective model. So much so that, even as the world transitions back to a normal state, the authors realize vFATs may well become the new normal, and that an effective approach will benefit manufacturers and customers alike. This article shares an example of an optimized vFAT model for an automated parts washer and explores various aspects of the approach, format, and technology.
2. Virtual FAT planning
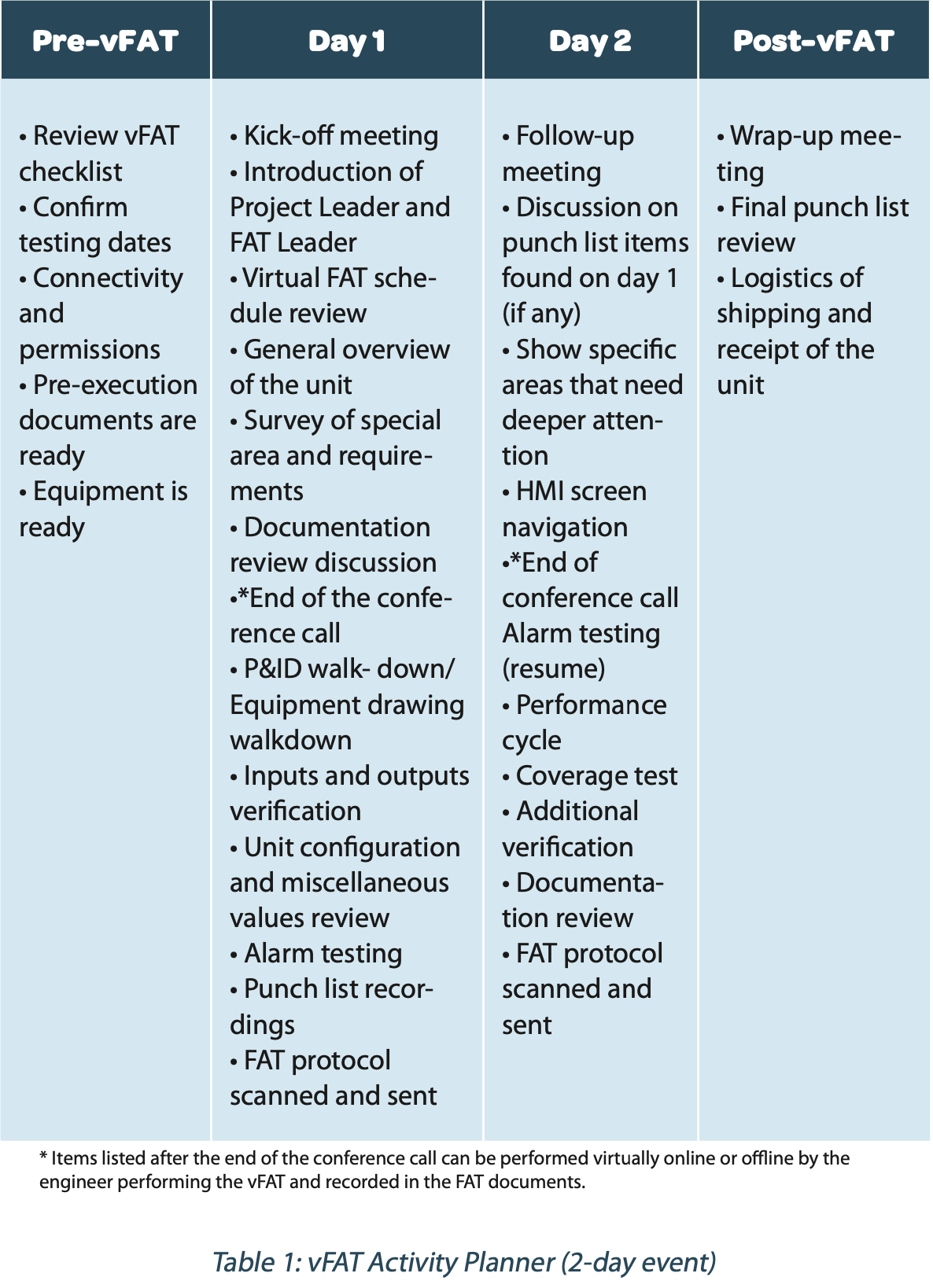
A successful vFAT requires considerable front and backend planning. A virtual conference platform needs to be defined and attendees invited. Depending on the platform, attendees may require permission to access the virtual event, which will need to be set up in advance. Different time zones of global attendees also require careful schedule planning. There may also be some restrictions on internet speed and internal/external firewalls. It is also recommended to schedule calls throughout the process. These calls should occur at a minimum with an introductory or “kick- off” call to review the daily schedule followed by a daily close-out meeting. The next day should start with a review of the testing schedule, identify any punch list items, and constraints. The follow-up calls are also a time to survey and describe any special requirements or features of the automated washer. Table 1 includes a two-day, vFAT activity planner.
3. Kick-off meeting
A typical vFAT should include a kick-off meeting to gather representatives from the Customer and the Equipment supplier around the same table. By doing so, both parties can agree to the proposed agenda and make sure that expectations are met. This milestone can easily be achieved online, using well-known platforms such as Microsoft TEAMS, Google Meet, or Zoom. The manufacturer can then introduce its key players, such as the project manager and the FAT engineer, both instrumental in making the vFAT a success. Once everyone has a chance to get acquainted, a detailed review of the schedule can be performed.
Next, the vFA engineer will do a walkdown of the unit using a hands- free device connected to a WIFI network. This device is fitted with a camera, transmitting a live video feed of what the FAT engineer aims at while verbally commenting on the various unit components and sub-assemblies. Participants are encouraged to ask questions about the unit and its functionalities emphasizing customized designs and requirements. To complete this first online portion, the group will then review the documentation and address any pending questions.
4. Pre-execution and pre-delivery documentation
It is important to provide the end-user with a copy of the unit documentation before holding the actual vFAT event. It allows end-users to review for any errors or corrections and validate their understanding of the purchased unit configuration and options. This documentation package typically comprises the following documents(8):
• Transmittal letter
• Drawings showing the layout of the equipment, utilities, and installation requirements
• Process and automation components parts lists
• Process and Instrumentation Diagrams (P&ID)
• Recommended spare parts list
• General arrangement drawing showing the layout and location of the major components
• Wiring/electrical diagrams
• Functional specifications
• Project schedule
• FAT protocol (sometimes sent with the ‘’certified for construction’’ or ‘’issued for correction’’ package only
Once approved, comments are implemented, and a revised copy is returned to the end-user.
5. Offline document review
As mentioned above, a typical FAT, whether virtual or in-person, is spread over two full days. The actual workload is slightly heavier when conducting vFAT’s because the same tests are condensed over the same period, with the addition of an approximate two-hour virtual gathering each morning to debrief, discuss daily tasks, and answer any pending questions. While leading this effort, the FAT engineer cannot execute the FAT protocol and associated tests, which are sometimes done after normal operating hours to make up for the lost time.
6. Offline equipment FAT
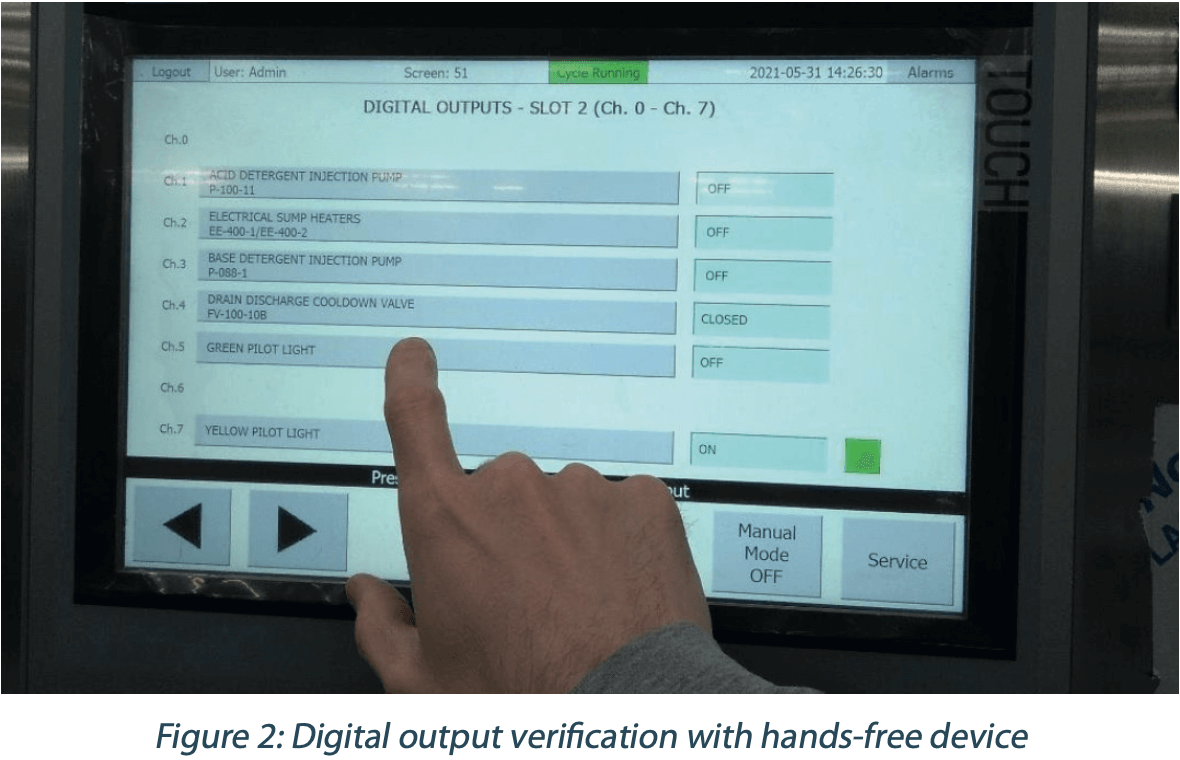
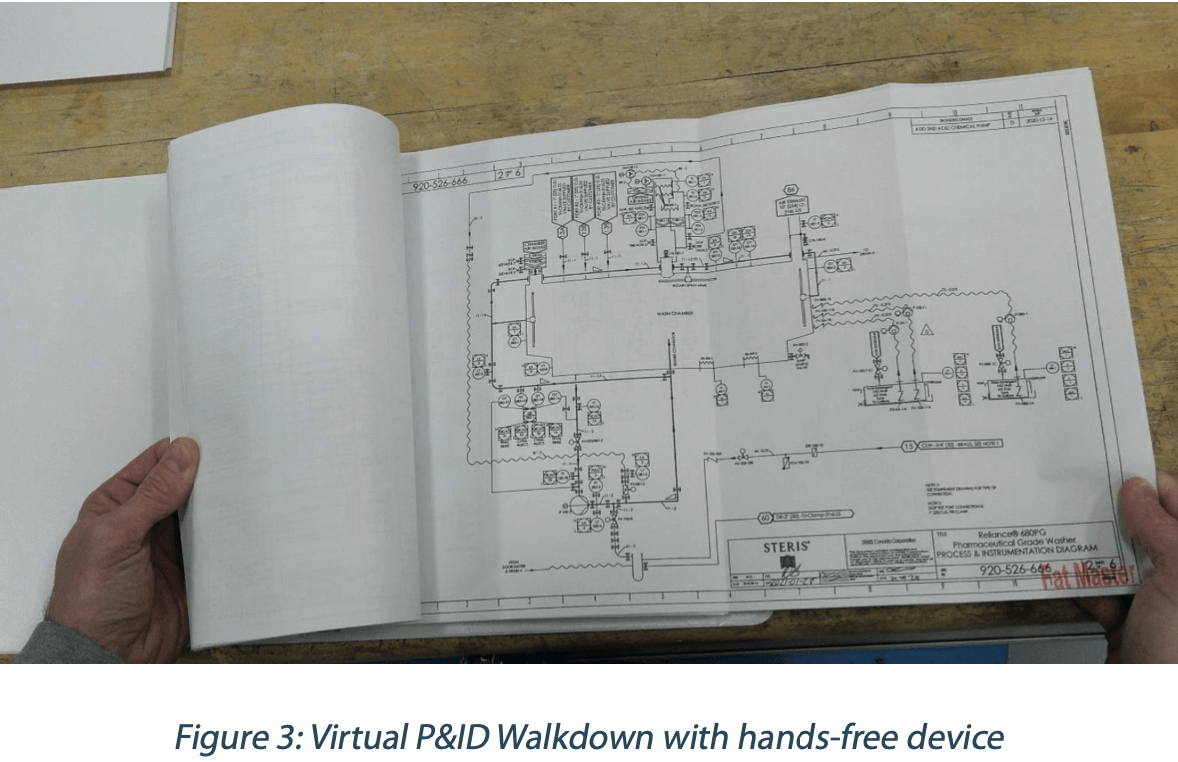
Starting mid-morning, the FAT engineer first proceeds with a P&ID and equipment drawing walkdown, where all subsystems are depicted, and main washer functionalities are identified. Inputs and outputs are then verified to ensure that the signal’s electrical continuity is achieved by activating the appropriate input/output on the control touchpad and confirming the response.
A review of the unit configuration shows what options have been ordered on the unit, on what screen they can be found and what purpose they serve, including miscellaneous values (e.g., cycle counter, number of cycles before next maintenance is due, maximum alarm time before filing authorization, communication lost alarm delay, etc.). It is a good practice to do performance testing at the factory as it may greatly reduce the time required for Performance Qualification (PQ) at the end-user site. Two categories of tests can be completed during FAT; coverage and cleaning, which are supplied with a protocol and a report. Coverage tests are done with a riboflavin solution at 0.2 g/L concentration and sprayed on representative parts. The components are then positioned on racks, loaded in the washer chamber, and rinsed with water. After completion of this short rinse phase, parts are inspected under a UV light while wet, and areas not properly rinsed off will highlight and be easily detected. In addition to the riboflavin coverage test, another option is to repeat the test using the end-user master soil to verify performance. The clean parts are then inspected to make sure that the loading pattern is efficient. Running this test during FAT allows for easier modification to the rack arrangement instead of doing it once the equipment is installed at the end-user site. Any deviation noted during FAT is normally included on a punch list, which is reviewed at the end of the event. Items noted on the punch list can vary in nature, from mechanical, to software, to documentation. The end- user can ask for changes that are not considered an error or deviation, such as a design preference. Once all parties agree on the final list, changes are implemented, and the unit is then passivated, crated, and prepared for shipment.
A copy of the signed FAT protocol is scanned and provided to the end- user. The manufacturer can make additional verifications requested by the end-user if time allows.
7. Follow-up daily meetings
Each morning, the team takes a couple of hours to present what will be done during the day and review any punch list items that may have been captured the day before. It is also a good occasion to review prior day events and address any pending items. Items or areas needing deeper attention can also be raised during these short gatherings.
8. Post-delivery documentation
Post-delivery documentation is submitted to the end-user after the FAT, including any corrective actions that may have been noted and implemented. The documents are normally provided in paper and electronic format. Typical content includes [8]:
• Operator/User manual
• Manufacturing and qualification documentation
∙ General arrangement drawings
∙ Rack and accessories drawings, if available
∙ Welding procedure specifications
∙ Procedure qualification report
∙ Heat number certificates
∙ Surface finish report
∙ Welding map drawings
∙ Welding logs
∙ Material certificates
∙ HEPA filter certificates
∙ Chemical delivery system specifications, if separate
• Control system validation documentation
∙ Software history
∙ Hardware design specifications
∙ Software design specifications
∙ Software module specifications
∙ Software module test specifications
∙ Software module test report
∙ System acceptance testing (software test documentation)
∙ System acceptance test report FAT protocol
9. Wrap-up meeting and final review of online and offline testing
At the end of the second day, a final review of the testing that occurred during the vFAT occurs typically. During this critical period, the end- user and the manufacturer review the original scope of work and ensure there are no discrepancies with what will be delivered. If all agree, the final documentation package and FAT protocol will be sent once pending items, such as punch list requests are implemented on the equipment. The next steps are cleaning, passivating, crating, and delivery of the unit.
10. Looking into the future
The traditional FAT approach of sending a team of engineers to perform the FAT at the factory floor in tandem with the equipment SME may be an outdated model for future FATs. The use of completely online vFAT is strenuous for engineers on both sides. A hybrid vFAT model combining online and offline testing with active participation from all parties during the planning, execution, and closure is manageable and proven successful during the pandemic. As travel restrictions relax, we can imagine a hybrid traditional/virtual model emerging as the new normal. This model would combine the onsite factory testing found in the traditional model with engagement from a wider audience enabled by the vFAT format.
Conclusion
The concept of a vFAT was not considered a couple of years ago unless there was a perceived issue with the design or operation of the automated washer. If that was the case, morning and evening conference calls and/or recap meetings were scheduled to review punch list items and progress taken that evening or throughout the day to address the items quickly. With travel restrictions due to the global pandemic, there was no choice but to adapt to a virtual model. No matter which side of the fence you were on, a hundred percent live streaming of an FAT is daunting. However, spending extra time on the pre-planning activities and engagement of a larger audience during the kick-off and close-out meeting is extremely beneficial to the lifecycle of the automated washer. The hybrid vFAT model combines real-time viewing from the SME executing the FAT on critical elements, including equipment P&ID walk down, alarm testing, screen navigation, and other less critical elements that could be addressed offline, such as the document review. This hybrid model increases the time for execution and eliminates the cost associated with traveling, and expands the audience engaged in the event.
Partager l’article


Paul LOPOLITO – Steris
paul_lopolito@steris.com

Sylvain LA TULIPPE – Steris

Louis CARDINAL – Steris

Olivier VAN HOUTTE – Steris
References
1. Van Houtte, O., P. Lopolito, and M. Dion. “Cleaning Validation Considerations for Automated Washing Systems.” Pharmaceutical Engineering, Vol 37. No 2 (March 2017).
2. ASTM International Designation: E2500-20, Standard Guide for Specification, Design, and Verification of Pharmaceutical and Biopharmaceutical Manufacturing Systems and Equipment. ASTM International, West Conshohocken, PA, 2020.
3. Pharmaceutical Inspection Convention Pharmaceutical Inspection Co- Operation Scheme, Guide to Good Manufacturing Practice for Medicinal Products, PIC/S PE 009-15, 01 May 2021, Annex 15 Qualification and validation.
4. International Conference on Harmonization (ICH) of Technical Requirements for Registration of Pharmaceuticals for Human Use. Good Manufacturing Practice Guide for Active Pharmaceutical Ingredients; Q7; September 2016, Section 12 Validation.
5. World Health Organization (WHO), Guidelines on Validation, May 2016.
